
Начална страница > Продукт > Композиране > Мастербатч с напълнители







GSmach предлага moden гранулиращ линей за всички видове мастери с напълнители.
Проектираме екструзори за мастери с напълнители според изхода,
формулата и крайното приложение по вашето търсене.
Мастербатчетата с напълнители са концентрати от CaCO3 или Talc или BaSO4 в полимерна основа.

Има ли проблем? Моля, свържете се с нас, за да ви обслужим!
ЗапитванеСъдържание
Основната формула
| Базов резин | Вид напълнител | Добавки |
| pp | CaCO3 55-85% | PE восък |
| PE | Талк 25-60% | Бяло масло |
| ПС | BaSO4 40~70% | Противокислороден |
Приложения
Напълнителните мастербачове се използват при инжекция, дуен моделаж, плёнка (еднослойна или мултислойна), лист и тайплици.
Те предлагат следните предимства:
а) Инжекция и дуен моделаж
По-нисък разход за суровини, тъй като обикновено са по-економични от полимерните рецини
Повишена производителност поради по-бързо охлаждане на формата
Снижение на необходимостта от мастербач за цвят
Повишена устойчивост към термично изкривяване, по-висока твърдост и жестност
Подобряена размерна стабилност, сваряемост и принтируемост
Дозирането на НАПЪЛНИТЕЛНИТЕ мастербачове при инжекция и дуен моделаж може да достигне до 50 %, въпреки че най-честите нива са между 5-30 %.
b) Плёнка, лист, торби, пакети, рафия
По-нисък разход за суровини, тъй като обикновено са по-економични от полимерните рецини
Снижение на необходимостта от мастербач за цвят
Повишена твърдост, ефект като на хартия
Подобряване на сварливостта и печатаемостта
Подобрени противоблокирани свойства
По-добра устойчивост на пузырчетата
Дозиране на FILLER masterbatches в филмови приложения е 2-20 %.
в) PE & PP ленти
Антифибрилация (също известна като противоразкъсване)
По-нисък разход за суровини, тъй като обикновено са по-економични от полимерните рецини
Снижение на необходимостта от мастербач за цвят
Повишена твърдост
Подобряване на сварливостта и печатаемостта
Подобрени противоблокирани свойства
Подобряване на плетивата способност
По-лесна процесинга
Обикновената дозировка на FILLER masterbatches в лентите е 3-8 %.
д) HDPE & PP Тръби
Заместване на скъпия бял masterbatch с неговото високобелестепенен вариант
По-нисък разход за суровини, тъй като обикновено са по-економични от полимерните рецини
Повишена твърдост
Гладки тръби с по-нисък коефициент на триене, за да се предотврати по-добре блокирането им
По-малка вероятност да станат хрупки при ниски температури поради отличната си устойчивост към студа
Обикновената дозировка на FILLER masterbatches в лентите е 5-30 %.
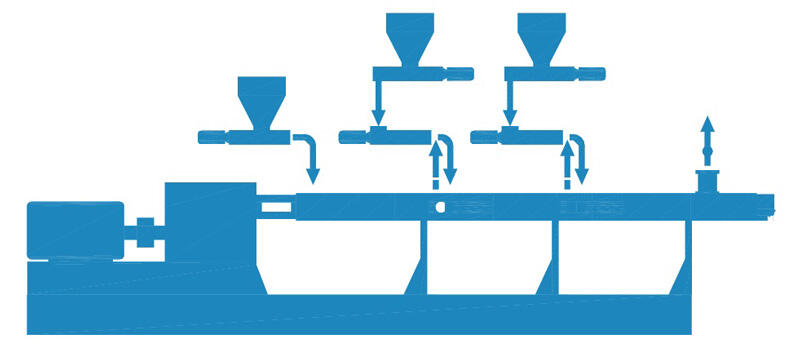
Процесна обработка на Masterbatch с напълнители
а) Система за храноснабждане
Има две системи за хранене:
Обемна система за хранене
1. Взварявайте сировините отделно според формулата
2. След това сложете целия материал в високоскоростен микser за смесване от 5~10 минути
3. Изпускане на материалът в спирален заредник
4. Зареждане на материалът в хопера на обемния фидър
Система за хранене с убавяне на теглото (автоматично и по-висока точност)
1. Положете сировината във всяка чанта на земята.
2. Вакуумният заредител ще предаде всеки компонент в силото за съхранение.
3. Сырото ще падне автоматично в фидъра с контрол по намаляващата тегло. Системата за хранене
ще подава материалът отделно в екструзор според конфигурациите на формула, зададени в ХМИ.




(Система за хранене с контрол по намаляващата тегло & Боксова сила Фидър)
б) Технически спецификации на екструдера
Според приложението и изхода, има много различни възможности за екструзори.
Екструзор с двойна врътла
| Тип | Диаметър на винта (мм) | Мощност (кВт) | Количество (кг/ч) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
Екструзор с двойна врътла
| Тип | Диаметър на винта (мм) | мощност(kw) | Скорост на винт (об.мин) | Производителност (кг/ч) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Месач + Едношевов екструзор
| Модел | KNEADER | Мощност на месачката машина (КВ) | Диаметър на винт | L/D | изход |
| GSD100 | 35Л | 55kW | 100mm | 16-22:1 | 100~200кг/ч |
| GSD120 | 55L | 75KW | 120мм | 16-22:1 | 200~300кг/ч |
| GSD120 | 75л | 110 kW | 120мм | 16-22:1 | 300~500кг/ч |
| GSD150 | 110L | 160kW | 150мм | 16-22:1 | 600~800кг/ч |
| GSD180 | 150Л | 220кВт | 180мм | 16-22:1 | 800~1200кг/ч |
Месач + Двуетажен екструзор
| Модел | Основна машина | KNEADER | Изход (кг/ч) | |
| GS50/100 | GS50 Двуетажен екструзор | 55L | ||
| GS100 Едноетажен екструзор | 60~90 | |||
| GS65/150 | GS65 Двуетажен екструзор | 75л | 500~600 | 400~600кг/ч |
| GS150 Единичен винтов изтегач | 60~90 | |||
| GS75/180 | GS75 Двувинтов изтегач | 110L | 500~600 | 600~800кг/ч |
| GS180 ЕДНОШУМОВ ОТТЯГНАЛ | 60~90 | |||
| GS95/200 | GS95 Двувинтов изтегач | 150Л | 400~500 | 1000~1500КГ/Ч |
| GS200 Единичен винтов екструзор | 60~90 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Политика за поверителност