Hlavní strana > Produkt > Kompozice > Stroj na smíšení kabelového materiálu







Stroj na míchání kabelových materiálů z PVC/HFFR/XLPE/LSFH/LSZH/LSOH/LS0H je navržen pro výrobu kvalitních kabelových směsí. Tento stroj zpracovává materiály jako PVC (polyvinylchlorid), HFFR (halogenfree plamenné brzdivo), XLPE (křížově propojené polyethyleny) a nízkošťavné halogenfree (LSFH/LSZH/LSOH/LS0H) směsi používané v izolaci a obalem kabelů. Vyčíslivým zařízením s přesnými systémy míchání, tlačení a extruze zajistí rovnoměrné rozptýlení přísad a plamenných brzdivých látek pro zlepšení bezpečnosti, odolnosti a pružnosti konečného kabelového produktu. Tato linka na míchání je ideální pro výrobu ekologických, ohnivzdorných a nízkošťavných kabelů široce používaných ve stavebnictví, elektronice a dopravě.

GSmach se věnuje poskytování pokročilých extrudérů pro všechny druhy kabelového smíšení
Obsah
Směs PE na izolaci a obalem
Křižované izolační směsi PE (XLPE)
Silanové XLPE pro kabel 10kV
Peroxidové XLPE pro kabel 35kV
Peroxidové/silanové polovodičské směsi
PVC směsi pro kabely
Halogenově volná plamenně brzdící (HFFR)
Projekty / klienti
Směs PE na izolaci a obalem
Složky PE jsou široce používány v drátech a kabelech pro izolační a obalovací účely. Ve skutečnosti jsou složky z polyethylenu mezi nejčastějšími formami plastů. Polyethylen je termoplastický polymer skládající se z dlouhých hydrocarbonských řetězců základního monomeru (C2H4) a naše PE složky jsou obvykle založeny na polyethylenu nebo ko-polymeru polyethylenu, které jsou vhodně modifikovány podle specifikací klienta.
Základní vzorec:
LDPE/LLDPE/MDPE/HDPE + barviva/uhelná čern 2-5% + přísady
Tři typy procesu:
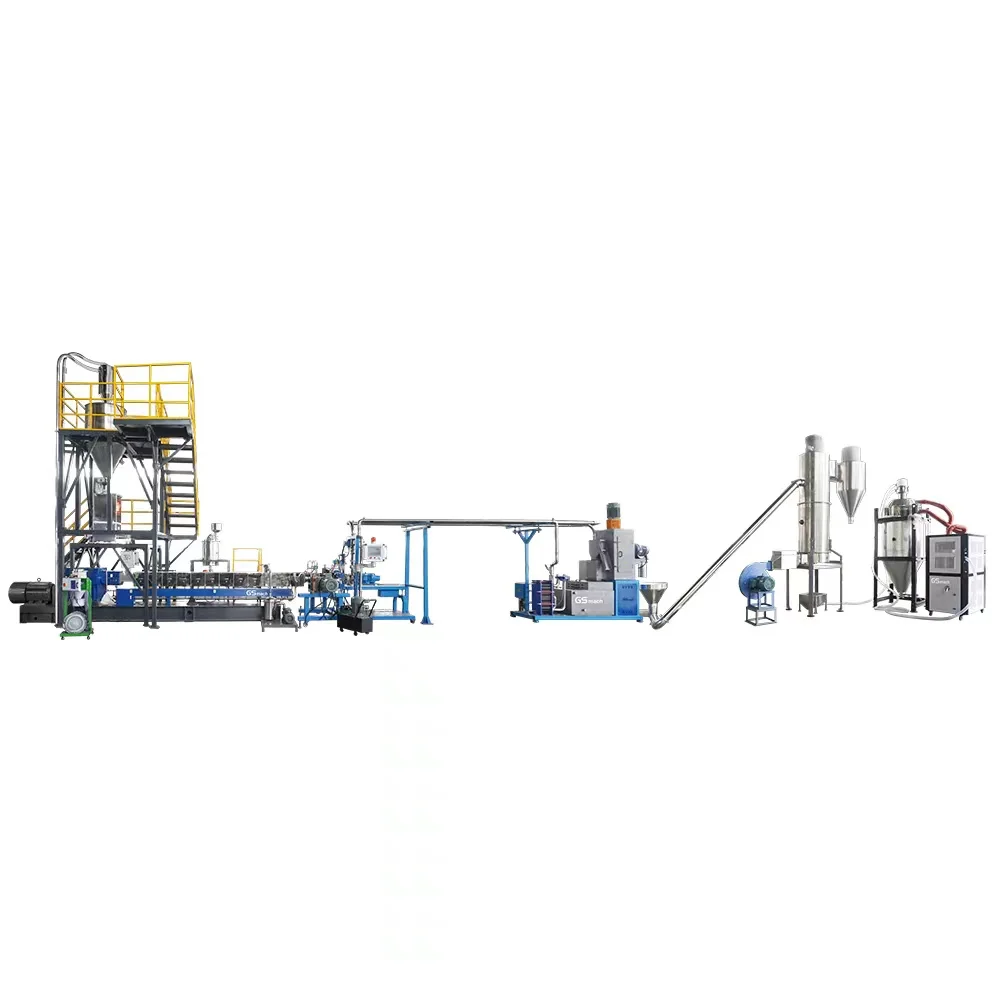
1) Mícháč + Konické síly napájení + Extrudér jednohoušťový + Pelletizace vodním okruhem
Technické údaje extrudéru:
| Typ | Průměr šroubu (mm) | KNEADER | Výstup (kg/h) |
| GS-100 | 100 | 35 | 200 až 300 |
| GS-120 | 120 | 55-75 | 400-600 |
| GS-150 | 150 | 110 | 800-1000 |
| GS-180 | 180 | 150 | 1000-1500 |
2) Mícháč + Dvojhoušťový extrudér + Pelletizace vodním okruhem 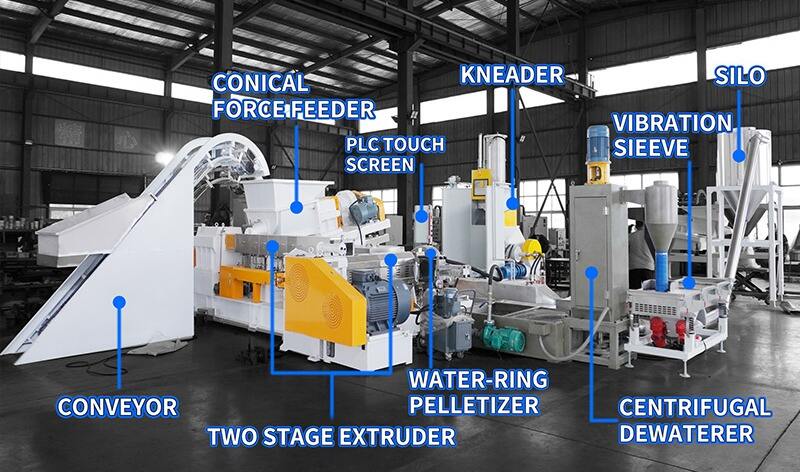
3) Zásobování s vahadly + Dvoušroubový extrudér + Pelletizace vodním kruhem
Křižované izolační směsi PE (XLPE)
Polyetilen byl a stále je používán jako izolace kabelů, ale jako termoplastický materiál jsou jeho aplikace omezeny tepelnými podmínkami. Křížové spojování zlepšuje vlastnosti bázového polymeru při vysokých teplotách. Efekt křížového spojování je potlačovat pohyb molekul ve vztahu k sobě za stimulace tepla a to dává zlepšenou stabilitu při vysokých teplotách ve srovnání s termoplastickými materiály. To umožňuje vyšší provozní teploty, jak pro normální zátěž, tak i při krátkém zkratu, takže kabel s XLPE má vyšší proudu pro náklad než jeho ekvivalent z PVC. XLPE má jednu z nejlepších vlastností odolnosti vůči vodě a nízké pronikavosti.
Téměř všechny křížově spojovatelné polyetylenové směsi (XLPE) pro aplikace v oblasti drátů a kabelů jsou založeny na LDPE. Kabely s izolací XLPE mají maximální nominální teplotu vodiče 90 °C a nouzové zatížení až do 140 °C, v závislosti na použité normě. Mají také hodnotu krátkozobanového proudění vodiče 250 °C. XLPE má vynikající dielektrické vlastnosti, což ho činí užitečným pro střední napětí – 10 až 50 kV AC, a vysoké napětí – až 380 kV AC a několik stovek kV DC. 
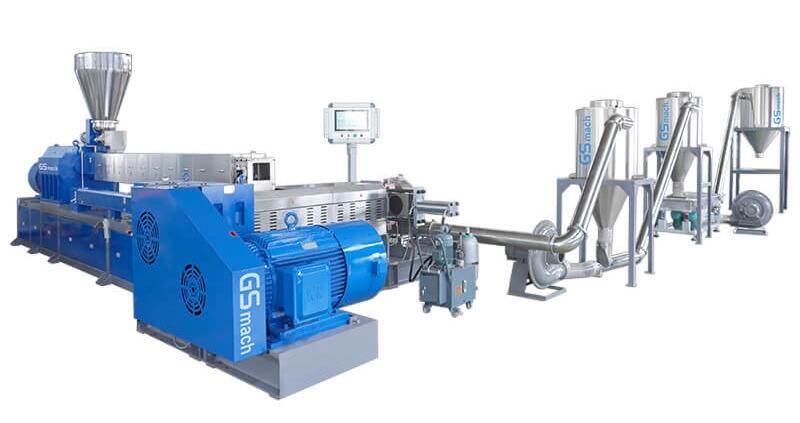
(XLPE 95 dvojitý šroubový extrudér s podvodním granulátorem s Brabender systémem váhové kontroly)
Existují dva typy XLPE:
Silanové XLPE pro kabel 10kV
Peroxidové XLPE pro kabel 35kV
Semi-vodivá vrstva kompatibilní s těmito dvěma typy XLPE:
Silanové semi-vodivé
Peroxidové semi-vodivé
Všechny druhy semi-vodivých směsí lze vyrobit na stejném stroji.
Silanové XLPE pro kabel 10kV
1) Základní formule
Materiál A: LLDPE/LDPE 98% + DCP 0.1% + Silan 1.5% + Antioxidant
Materiál B: LLDPE/LDPE 95.5% + DBTL 4% + Antioxidant 0.5%
Smíšení 95% materiálu A a 5% materiálu B pro extruzi XLPE kabelu
2) Proces
① Pro materiál A: váhové dávkování a vysokotočivý extrudér s dlouhým poměrem L/D.
Je třeba sušičky a systému vakuumového balení.
② Pro materiál B: váhové dávkování a nízko-točivý extrudér s poměrem 40 L/D.
Peroxidové XLPE pro kabel 35kV
1) Základní formule
LDPE + DCP + Antioxidant
2) Proces
Váhové dávkování.
Teplota tavení musí být velmi dobře kontrolována, aby se zabránilo reakci DCP s polymerem. Proto jsou dvojstupňové extrudéry vhodnější pro tento druh směsi.
Chladičová voda pro systém granulace by měla být čistá bez jakýchkoli pozitivních a negativních iontů
To vyžaduje sušičku a systém vakuumového balení.
Peroxidové/silanové polovodičské směsi
1) Základní formule
PE/EVA + uhlíkový prach + DCP + Antioxidant
2) Proces
Té samé stroj se dá použít pro všechny typy polovodičů.
Míchátko + konické silné nakládání + jednovrtatá extrúze + vzduchové chlazení na úrovni umrlce.
PVC směsi pro kabely
Polyvinylchlorid je třetím nejvíce produkovaným syntetickým plastovým polymerem, po polyethylenu a polypropylenu. Je vyroben polymerizací monomeru vinylchloridu (VCM).
PVC nízká cena, biologická a chemická odolnost a pracovatelnost vedly k jeho používání pro širokou škálu aplikací. Plastifikované PVC se obvykle používá jako izolace a ochranná obálka na elektřinových kabelech.
Základní vzorec:
PVC 60% + DOP 20% + Spálená hlína 10-20% + CaCO3 0-10% + Topný stabilizátor + Přísady
Soustavná extrúze pro PVC skládání:
První fáze je sourotová paralelní dvojvrtatá extrúze pro disperzi a distribuci.
Druhá fáze je jednovinný extrudér pro chlazení a granulaci.
Technické údaje extrudéru:
| Typ | Motorový výkon | Rychlost otáčení | Výstup (kg/h) |
| GS50-100 | 37-55/22-45 | 500-600/60-90 | 200 až 300 |
| GS65-150 | 55-75/45-55 | 500-600/60-90 | 400 až 500 |
| GS75-180 | 75-132/75-90 | 500-600/60-90 | 600-800 |
| GS95-200 | 250-315/90-132 | 400-500/60-90 | 1000-1500 |
Halogenově volná plamenně brzdící (HFFR)
Halogenově volná plamenná brzda (HFFR), nízký dým bez halogenů (LSOH), nízký dým a kouř (LSF) jsou všechny názvy spojené s látkami, které se používají rozsáhle v izolaci kabelů. Tyto látky jsou obecně založeny na polyetenu nebo ko-polyetrech polyetenu s přídavkem minerálních nápovědných látek pro dodání vlastností plamenné brzdy.
Základní vzorec:
PE 10% + EVA 30% + ATH prášek 55% + Přídavek 5%
Dva typy procesu:
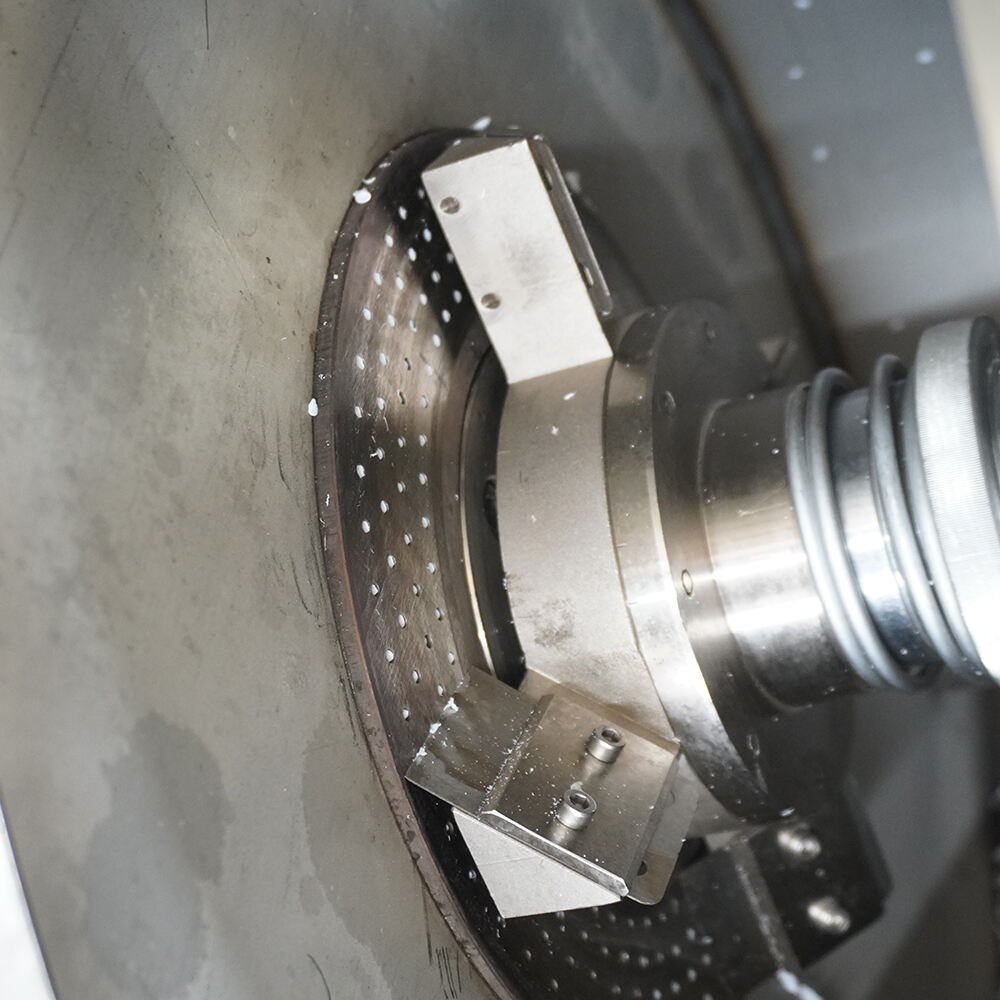
1) Míchadlo + Kuželové silné nakládání + Dvouvinný extrudér + Jednovinný extrudér + Vzduchové chlazení s granulací u ústí
Technické údaje extrudéru:
2) Nakládání s hmotnostní ztrátou + Trojvinný extrudér + Jednovinný extrudér + Vzduchové chlazení s granulací u ústí
Technické údaje extrudéru:
| Typ | KNEADER | Průměr šroubu (mm) | Výstup (kg/h) |
| GS50-100 | 55 | 50.5/100mm | 200 až 300 |
| GS65-150 | 75 | 62.4/150mm | 400 až 500 |
| GS75-180 | 110 | 71/180mm | 600-800 |
| GS95-200 | 150 | 93\/200mm | 1000-1500 |
Technické údaje o extrudéru: (Trojité šroubové extrúzy)
| Typ | Napájení | Průměr šroubu (mm) | Výstup (kg/h) |
| GS35 | 18.5-30 | 35mm | 50-150 |
| GS52 | 75-90 | 52mm | 250-800 |
| GS65 | 90-160 | 65mm | 500 až 1000 |
| GS75 | 132-250 | 75 mm | 1000-1500 |
| GS95 | 200-315 | 95 mm | 1500-2500 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Zásady ochrany soukromí