
Učíme vás rozumět rozdílům mezi jednovinným a dvouvinným extrudérem
Extruder je druh plastového zařízení, je to běžně používané zařízení v průmyslu modifikovaných plastů, široce využívané v polymerní zpracovatelské průmyslové oblasti a dalších produkčních a zpracovatelských oborech. Extrudery lze rozdělit na jednoválcový extruder a dvojválcový extruder. Jejich pracovní principy a oblasti aplikace se liší a každý má své vlastní výhody a nevýhody.
Napřed je třeba říct, že existuje mnoho rozdílů mezi jednovýstupovým a dvojvýstupovým extrudérem v oblasti plastifikace, režimů přepravy materiálu, rychlosti čištění a dalších aspektů. Následujícím způsobem:
1. Různá plastifikační schopnost: jednovýstupový je vhodný pro plastifikační extruzi polymerů a granulárních materiálů; minimální střihová degradace polymery, ale materiál zůstává v extrudéru dlouhou dobu. Dvojvýstupová směsičská plastifikační schopnost, krátký čas pobyvu v extrudéru, vhodná pro zpracování prášku.
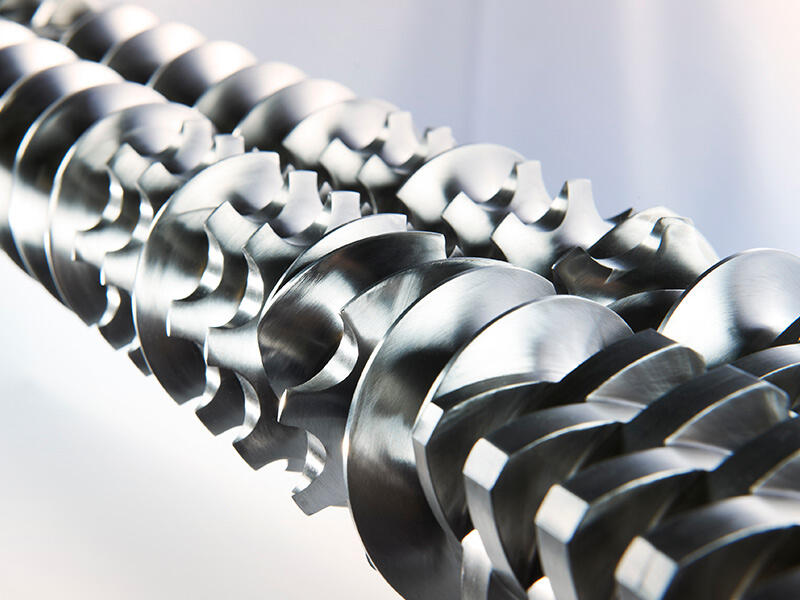
2. Různé mechanismy přepravy materiálu: v jednovinném extrudéru je přeprava materiálu tahem, proces přepravy pevné látky je třecím tahem, proces přepravy rozpouštěného materiálu je viskozním tahem. Koeficient tření mezi pevnou látkou a kovovou povrchem a viskozita rozpouštěného materiálu významně určují přepravní kapacitu jednovinného extrudéru. Přeprava materiálu v dvojvinném extrudéru je pozitivním displaceřským přenosem. Jak se šroub otáčí, materiál je nucen dopředu sítím vlákny. Kapacita pozitivního displaceřského přenosu závisí na blízkosti mezi okrajem jednoho šroubu a částicemi druhého šroubu. Velký pozitivní displaceřský přenos lze dosáhnout použitím pevně síťovitého protisměrně rotujícího dvojšroubového extrudéru.
3. Různé příležitosti pro čištění rychlostí: rozdělení rychlosti v jednosroubové extruzoru je jasnější a snadno popsatelné, zatímco situace v dvojsroubovém extruzoru je složitější a těžko popsatelná. To je hlavně kvůli oblasti splétání v dvojsroubovém extruzoru. Složitý proud v oblasti splétání dává dvojsroubovému extruzoru výhody plného míchání, rovnoměrného přenosu tepla, silné schopnosti tavit a dobrého výfukového výkonu, ale je těžké přesně analyzovat stav proudu v oblasti splétání.
4. Různé samoočišťování: rychlost střihu u dvojsroubového extruzoru je rychlejší, protože směr rychlosti ve spirálovém trubku a spirálovém dráhu v oblasti splétání je opačný, relativní rychlost je rychlejší a jakýkoli nahromádaný materiál přilepený na šroub může být odstraněn. Má dobrý účinek samoočišťování, čas pobyvu materiálu je krátký a není snadná k místní degradaci. Jednosroubové extruzory nemají tuto funkci.
Kromě různých pracovních principů mají také různé oblasti aplikace. Dvoušroubový extrudér se široce používá pro fyzikální a chemickou úpravu základního polymeru, jako je například vyplňování, posilování, ztuhování, reaktivní extruze atd. Jednošroubové extrudéry se využívají především v oblastech potrubí, plechu, plátků a profilů.
Příklady použití dvojšroubových extrudérů: skleněnka posilovaná, palivem odolná granulace (např. nylon 6, nylon 66, polyester, polybutylentereftalát, polypropylen, polycarbonát atd.), granulace s vysokým obsahem náplně (např. naplnění 75% CaCO3 PE a PP) a granulace materiálů citlivých na teplo, jako je PVC a křížově vázané polyetylenové kabelové materiály), koncentrované masterbatche (např. naplnění 50% tonerem), protistatické masterbatche a granulace slitinových kabelových materiálů (např. materiál pro obal a izolaci), granulace křížově vázaného polyethenu pro potrubí (např. masterbatch pro horkou vodu a křížově vázaný polyethen), extruze směsí termosetujících plastů, jako jsou fenolové a epoxy resiny a práškové barvy), rozpouštěcí adhezivy a reakční extruze polyurethanu (např. EVA rozpouštěcí adheziv a polyuretan), K-resin a SBS devolatilizační granulace atd.
Příklady použití jednovinného extrudér: vhodný pro PP-R potrubí, PE plynové potrubí, PEX křižované potrubí, aluminiově-plastové kompoziční potrubí, ABS potrubí, PVC potrubí, HDPE siliciové jádro potrubí a různé společné extrudované kompoziční potrubí; Vhodný pro extruzi PVC, polyethylenu tereftalátu, polystyrenu, polypropylenu, polycarbonátu a dalších profilů a desek, stejně jako drátu, tyče a další plastové extruze; Pomocí regulace rychlosti extrudéru a změny struktury vinného mechanismu extrudéru lze použít k výrobě různých plastových profilů, jako jsou polyvinylchlorid a polyolefin.