
Lær at forstå forskellen mellem enkeltskrueekstruder og dobbeltskrueekstruder
Ekstruder er en type plastmaskine, der er en almindelig brugt maskine i den modificerede plastindustri, bredt anvendt i polymerbearbejdningssektoren og andre produktions- og bearbejdningområder. Ekstrudere kan inddeles i enkelskrueekstruder og dobbeltskrueekstruder. Deres arbejdsprincippet og ansvarsområder er forskellige, og hver har sine egne fordele og ulemper.
For det første, findes der mange forskelle mellem enkelt- og dobbeltskrueekstruder i forhold til plastificeringskapacitet, materialetransportform, hastighedsskovling og andre aspekter. Som følger:
1. Forskellig plastificerende evne: Enkeltskrue er egnet til polymerplastificeringsextrusion og kornet materialeks trusionsbehandling; Polymerens skærdegrad er minimal, men materialet forbliver længe i ekstruderen. Dobbeltskrue har blandingsevne ved plastificering, kort opholdstid i ekstruderen og er egnet til behandling af pulver.
2. Forskellige materialetransportmekanismer: i enkeltskruvekstruder er materialetransport trækstrøm, solid transportprocessen er friktionstræk, og smeltet transportprocessen er viskøst træk. Friktionskoefficienten for solidt materiale og metaloverflade samt viskositeten af smeltet materiale bestemmer i stor udstrækning transportkapaciteten af en enkeltskruvekstruder. Materialetransport i dobbeltskruvekstruder er positiv volumetrisk transport. Når skruen roterer, bliver materialet tvinget fremad af genvævende tråde. Kapaciteten af positiv volumetrisk transport afhænger af nærheden mellem kanten af én skru og skrupartiklerne af den anden skru. En stor positiv volumetrisk kapacitet kan opnås ved at bruge en tæt genvævende modroterende dobbeltskruvekstruder.
3. Forskellige rengøringsmetoder ved forskellige hastigheder: hastighedsfordelingen i den enkelttrådete ekstruder er tydelig og let at beskrive, mens situationen i den dobbelttrådete ekstruder er mere kompleks og vanskelig at beskrive. Dette skyldes hovedsagelig tandsammenløbsområdet af den dobbelttrådete ekstruder. Den komplekse strømning i tandsammenløbsområdet giver den dobbelttrådete ekstruder fordele som fuld blandelse, ensartet varmeoverførsel, stærk smeltningsevne og god udslusningsydeevne, men det er svært at analysere strømningsforholdene nøjagtigt i tandsammenløbsområdet.
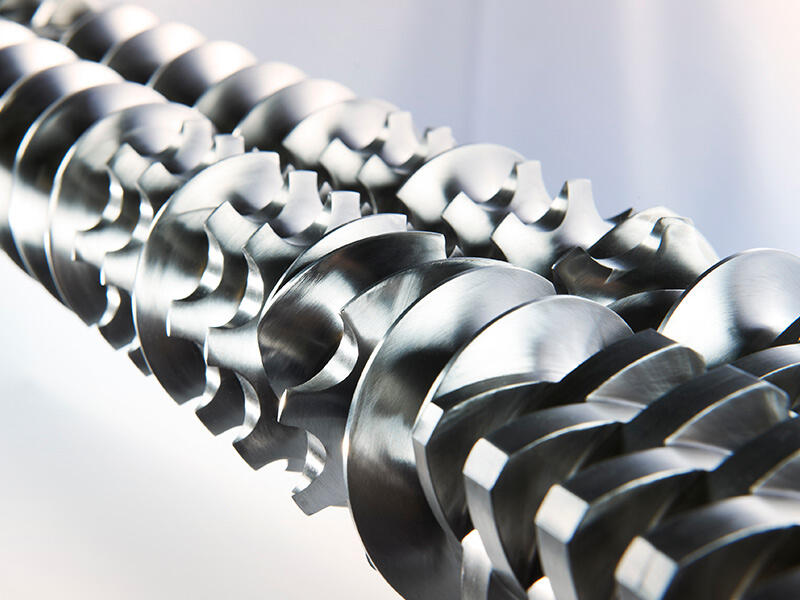
4. Forskellig selvrensningsevne: skærthastigheden i den dobbelttrådete ekstruder er hurtig, da spiralstangen og spiralgroven i tandsammenløbsområdet har modsat rettede hastigheder, hvilket giver en hurtig relativ hastighed, og enhver akkumuleret masse, der er fastgjort på skruen, kan blive skrapet af. Den har en god selvrensningsvirksomhed, materialernes opholdstid er kort, og det er ikke nemt med lokal degradering. Enkelttrådete ekstrudere har ikke denne funktion.
Udover forskellige arbejdsprincipper har de forskellige anvendelsesområder. To-tråde ekstruder bruges bredt til fysisk og kemisk modificering af matrixresin, såsom udfyldning, forstærkning, tøffelse, reaktiv ekstrusion mv. Enkelttrådeekstrudere bruges hovedsageligt inden for rør, plader, blad og profiler.
Anvendelseseksempler på toskrueekstruder: glasfibreforstærket, brændstofresistent granulering (som nylon 6, nylon 66, polyester, polybutylentereftalat, polypropylen, polycarbonat etc.)., højt fyllestofgranulering (som fylning med 75% CaCO3 PE og PP) og varmesensitive materialer granulering, såsom PVC og krydset polyetylenkabelmaterialer), koncentreret masterbatch (som fylning med 50% toner), antistatisk masterbatch og alloy kabelmaterialer granulering (som skind og isolationsmaterial), krydset polyetylenrør granulering (som varmvandskrydset masterbatch), termosætende plast blandingsekstruder, såsom fenolresin, epoxyresin og pulverlak), varmefusjonslim og polyurethan reaktionsEkstruder granulering (såsom EVA varmefusjonslim og polyurethan), K-resin og SBS avdampningsgranulering, osv.
Eksempler på anvendelse af enkelttrins ekstruder: egnet til PP-R rør, PE gasrør, PEX-krydseringsrør, aluminium-plast sammensatte rør, ABS rør, PVC rør, HDPE siliciumkerne-rør og forskellige co-ekstruderede sammensatte rør; Egnet til ekstrusion af PVC, polyethylentereftalat, polystyren, polypropylen, polycarbonat og andre profiler og plader samt tråd og andre plastikker ekstruderet; Ved at justere hastigheden på ekstruderen og ændre strukturen af ekstruderens skrue kan den bruges til produktion af forskellige plastprofiler, såsom polyvinylchlorid og polyolen.