





GSmach on toimitanut yli 1000 kappaletta korkean suorituskyvyn extruusiokoneita värimasterbatcheille.
Haluaisimme jakaa kokemustamme seuraavista erityissovelluksista.
Värimasterbatchin yhdistäminen on yksi pääsovelluksista kaksinkurvinen extruusiorauhalle.
Värimasterbatch käytetään kaikissa polymeereissä ja erilaisissa tuotteissa.
Värimasterbatcheja on kolme tyyppiä:
1) Moniväriset masterbatch tai SPC (yksittäinen väripitoisuus):
polymerin sekoitus yhdellä värillä ja useimmiten ilman vaipaa ja lisäaineita
2) Mukaan tilattu masterbatch tai Mukautettu väri:
erilaisten moniväristen masterbatch-pellettien sekoitus saadakseen asiakkaan haluaman värin
3) Mukautettu masterbatch:
polymerin sekoitus usealla värillä ja lisäaineilla

Onko ongelma? Ole hyvä ja ota meihin yhteyttä palvellaksemme sinua!
KyselySisällötila
Peruskaava
| Perusresiini | Väritysmateriaalit | Lisäaineet |
| PE/PP/PS/PVC | Orgaaniset värimateriaalit 15-40% | PE-vuoksu |
| PET/PA/PBT | Ei-organiset värimateriaalit kpl.: TiO2 35-70% Mustekuori 35-55% Vaikutusväri 15-40% | Valkoilma |
| TPE/TPR/EVA | Vastahappo | |
| PLA/PBS/PBAT | ZnSt |
SOVELLUKSET
Kuitu ( Carpet, Tekstit, Upholstery jne. )
Levy ( Ostoskaset, casting film, monikerroksinen film jne. )
Blow Molding ( Lääkitys & Cosmetic container, Smootti & Paint container jne. )
Ekstrusioformiaus ( Levy, Putki, Wire & Cable jne. )
Injektioformiaus ( Automotive, Elektroniikka, Rakennus, Kotitaloudet, Meblit, Leikit jne. )
Kokemus erikoistapauksissa
1) PP Base Mono ja mukautettu Masterbatch BCF&CF: lle
PP-kannan perustein on yli 20 000 väriä kankaalle, BCF&CF nielulohkot. Siksi on parempi tehdä ensin Mono Värimasterbatch, sitten tuottaa lopullinen Tuote.
Yksiväriselle masterbatchille:
Yksi ekstrudointilaite yhden värin tuotantoon (esimerkiksi vaaleasta punaisesta tumpeaan punaiseen).
Useimmat värimuovit tarvitsevat esisekoittamisen paremmalle hajauttamiselle. Tarvitaan erillinen huone ja pyyhekeruu-järjestelmä sekoittimelle. Ja PP-pulverimuoto on välttämätön yhdesti yhdistettäessä. Jos teet kahden kerran yhdistämisen ja ensimmäinen yhdistäminen tapahtuu split-ruokinta-järjestelmällä, riittää PP-pillerimuoto.
On parempaa käyttää kolmipisteviivien ekstrudointia paremmalle hajauttamiselle ja suuremmalle tuotoskyvylle, koska siinä on 40 % enemmän vapaa tilavuus ja yksi lisäviiva sekoittamista varten.


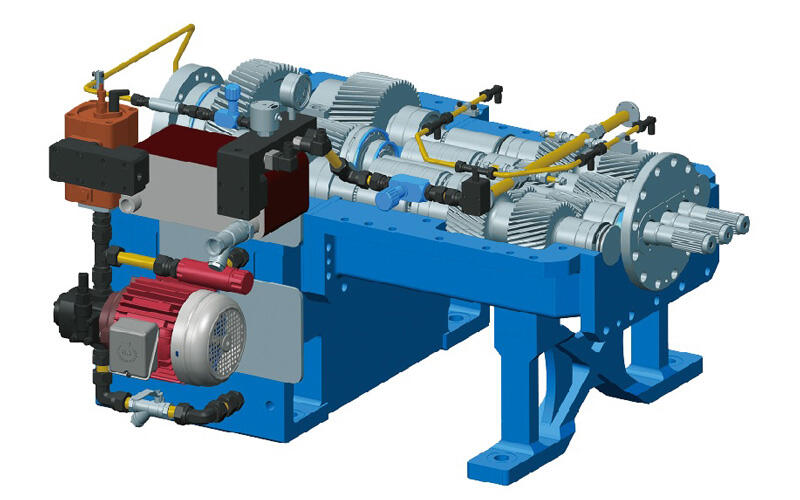
Kolmipisteviivien ekstrudoidun tekniset määritykset:
| TYYPPİ | Kerrosavaimen halkaisija (mm) | teho (kw) | Viskisnopeus (v/min) | tuotanto (kg/h) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Mukautettu masterbatchille:
Se on puhtaata tuotantoa korkealla automatisoinnilla.
Tarvitset vain suuren väännöksen ja nopean viivan pyörityksen suuremman tuotoksen saamiseksi.
Värin vaihto helposti puhdistuvalla särmädie-plaatilla, ilman lammintajaa, vain kaksi minuuttia vaihtaessa eri väreistä die-plaatteja.
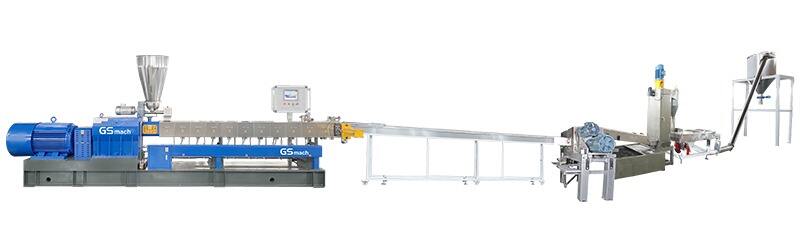
Kaksi prosessityyppiä:
1) Sekoittaja + Twin Screw Extruder + Vesi-jäähdytetty Strand Pelletointi
2) Painonmuutoksen perusteella syöttävä + Twin Screw Extruder + Vesi-jäähdytetty Strand Pelletointi
Ekstruudin tekniset tiedot:
| TYYPPİ | Kerrosavaimen halkaisija (mm) | Teho (kw) | Määrä (kg/h) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
2) PBT Perusväri Masterbatch POY&FDY:lle
PBT:n viskositeus on pienempi kuin PP:n, joten sille tarvitaan erityinen šrottiin suunnitelma
PBT pudelomuodossa on välttämätöntä esisekoitustyöhön, ja se vaatii erillisen huoneen sekä pyyhekeruuja järjestelmän sekoittimelle
Vahva vakuumijärjestelmä vedenpoistoa varten ja minimoidakseen IV-laskua
On parempaa käyttää Triple Screw Extruderia paremman hajauttamisen ja enemmän tuotannon vuoksi
Twin screwien väliset avaruudet & šrottien ja lieriön väliset avaruudet tulisi olla minimi. Siksi pieni extrudeeri on parempi
3) PET Perusväri Masterbatch PSF:lle
PSF tehdään aina kierrätetystä PET:stä
Hajauttaja on vähemmän kuin Color Masterbatch POY:lle
Suosituin kaava: pullojauheet (koon suuruus alle 10mm) sekoitetaan 25-40 % hiilepuderkkeella split-ruokinnalla ja vesihyvälämpöpyyhdytetään säikeiksi
Split-ruokinta tapahtuu kahdella painevuotiohjaimella, mikä vähentää pölynsaastoa
On parempi käyttää Under Water Strand Pelleting -järjestelmää enemmän tuotantokapasiteettia varten: säikeet kulkeutuvat pelletoijille automaattisesti vedon myötä, jopa jos säikeet murtuvat suodattimen vaihdossa. Näin ollen valmistusprosessissa ei ole melkein mitään hukkausta.
4) Erityiseffektit Masterbatcheissa
Vaikutuspigmenttejä käytetään plastisten materiaalien dekoratiivisessa alueessa sekä toiminnallisessa alueessa ja ne ovat tulleet olennaiseksi osaksi moderneja tuotesuunnitteluita. Yhteiskunnalliset kehitykset ja niitä koskevat väritrendit tutkitaan jatkuvasti. Valitut värit täydennetään erityispigmenteillä, jotka tekevät lopullisen tuotteen ainutlaatuisuudeksi ja arvokkaaksi.
Päätyyppi erityiseffektien masterbatcheista:
1. Perlateffekti
2.Metalilinen vaikutus
3.Fluoresenssivaikutus
4.Marblinlainen/Kivi-vaikutus
5.Fosforesenssivaikutus (Loistaa pimeydessä)
6.Tuoksu
Vaikutuspigmentit ovat kerrostuneita ja niiden hiukkaspituus voi olla jopa 170 mikron. Ne ovat herkkisiä leikkausoikeuden suhteen, joten paras prosessi on siis split-feed — syöttö viidenteen varreeseen ekstrudoidessa sivuhauittimella.
Tarvitsee erityisiä sekoituskomponentteja, jotka tuottavat enemmän jakautumiseen kuin hajautumiseen.
Tarvitsee vähemmän leikkausoikeutta mutta enemmän sekoitusta.
5) Mikropiluloiden värimassaus
Mikropilulot ovat piluloita, joiden koko on ≤ 1mm, ja ne valmistetaan vesipinnalla tapahtuvalla pilustusjärjestelmällä.
Edut
Pieniä osittain kokoisia mikropelletteja levitetään paljon tasaisemmin ja ne jakautuvat hienommin, samoin kuin perinteistä raakapolymeeria. Vastaavasti perinteisiä mestarimikset "normaalikokoisia" pelletteihin on käytettävä korkeammassa dosaajassa saadakseen toivotun vaikutuksen. Siksi mikropellettien käyttöön tarvitaan vähemmän värimaineita, mikä johtaa merkittäviin kustannussäästöihin, koska mestarimikset ovat erittäin kalliimpia verrattuna raakapolymeereihin. Mikropelletoiden muotoisia mestarimiksejä on helpompi käsitellä, niitä on helpompi dosoida, eivätkä ne aiheuta joutta.
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Yksityisyyskäytännöt