







GSmach tarjoaa edistyksellisen pyyhkäyslinjan kaikille täytteiden masterbatcheille.
Suunnittelemme extruusoreita täytteen masterbatcheille ottamalla huomioon tuotannon määrän,
kaavan ja lopullisen soveltuvuuden pyynnöstänne.
Täytteen Masterbatchit ovat keskittymiä CaCO3:sta, Talcista tai BaSO4:stä polymereihin perustuen.

Onko ongelma? Ole hyvä ja ota meihin yhteyttä palvellaksemme sinua!
KyselySisällötila
Peruskaava
| Perusresiini | Taydennetyyppi | Lisäaineet |
| PP | CaCO3 55-85% | PE-vuoksu |
| PE | Talkku 25-60% | Valkoilma |
| PS | BaSO4 40~70% | Vastahappo |
SOVELLUKSET
Täytteelliset masterbatchit käyttöön injektio- ja puuhdisteformiaukseen, levyyn (yksi tai useampi kerros), lehteen ja nauhoihin.
Ne tarjoavat seuraavia etuja:
a) Injektio- & puuhdisteformiaus
Alempi raaka-aineiden hinta, koska ne ovat yleensä taloudellisempia kuin polymeeriresiinit.
Suurempi tuotantokapasiteetti nopeamman muovien jähmetymisen ansiosta.
Värimasterbatchien tarpeen vähentyminen.
Korkeampi lämpömuodonvaihtovastus, korkeampi jäykkyys ja kovaus.
Parantunut mitallisuus, liimauttavuus ja painettavuus.
Täytteen masterbatchien lisäysaste injektio- ja puuhdisteformiauskäytössä voi olla enintään 50 %, mutta tavallisimmilla tasolla ne ovat 5-30 %:n välillä.
b) Leveys, levy, säkkeet, taskut, rafia
Alempi raaka-aineiden hinta, koska ne ovat yleensä taloudellisempia kuin polymeeriresiinit.
Värimasterbatchien tarpeen vähentyminen.
Suurempi joustamattomuus, paperimainen vaikutus
Parantunut liimittävyys ja painettavuus
Parantuneet estovlasteet
Parasempi kuplimestabiilisuus
FILLER-masterbatchien lisäysaste elokuvakäytössä on 2-20 %.
c) PE & PP nauhat
Antifibrillaatio (myös tunnettu kuin anti splitting)
Alempi raaka-aineiden hinta, koska ne ovat yleensä taloudellisempia kuin polymeeriresiinit.
Värimasterbatchien tarpeen vähentyminen.
Suurempi joustamattomuus
Parantunut liimittävyys ja painettavuus
Parantuneet estovlasteet
Parantunut vilkistämiskyky
helpompi käsittely
Tavallinen lisäysaste FILLER masterbatcheissa nauhoissa on 3-8 %.
d) HDPE & PP Putki
Kallista valkoista masterbatchia korvataan sen korkealla valkoisuudella
Alempi raaka-aineiden hinta, koska ne ovat yleensä taloudellisempia kuin polymeeriresiinit.
Suurempi joustamattomuus
Puhdas putket alhaisemmalla kitkukertoimella paremmin estää niiden tukkumisen
Vähemmän todennäköistä olla hauras alhaisessa lämpötilassa kiittämällä sen erinomaista kylmänkestosta
Tavallinen lisäysaste FILLER masterbatcheissa nauhoissa on 5-30 %.
Filleri Masterbatchin käsitteily
a) Antaja-järjestelmä
On kaksi ruokintajärjestelmää:
Volyymiruokinta-järjestelmä
1. Paina raaka-aineita erikseen kaavasta riippuen
2. Sitten laita kaikki aineet nopeaan sekoittimeen 5~10 minuutin sekoittamiseksi
3.Vedä aineisto spiraali-latajalle
4.Lataa aineisto tilavuuslatajan hoppeeseen
Painonmuutospohjainen ruokinta-järjestelmä (automaattinen ja suurempi tarkkuus)
1. Aseta raaka-aine jokaiseen tankkiin maalla.
2. Hampaallinen lataja vie jokaisen komponentin varastointisiloon.
3.Ajaminen putoaa automaattisesti painonmuutospakkausalulle. Ajojärjestelmä
ajoittaa aineiston erikseen ekstrudereille riippuen kaavasettareistasi HMI:llä.




(Painonmuutospakkausalus & Sivuvoimajuoksu)
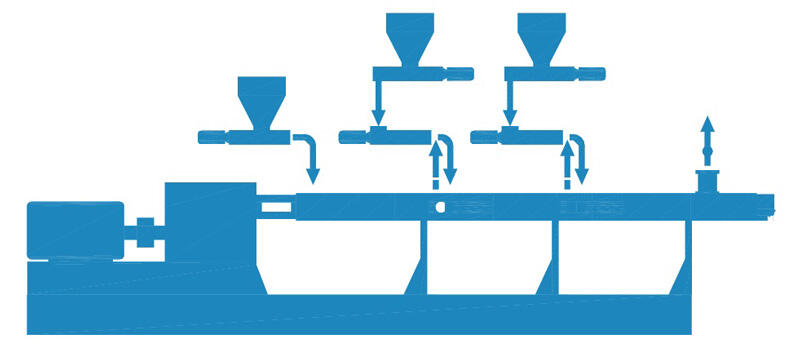
b) Ekstruderaajan tekniset tiedot
Riippuen sovelluksestasi ja tuotannosta, on useita erilaisia vaihtoehtoja ekstrudeereille.
kaksikorvainen puristusaine
| TYYPPİ | Kerrosavaimen halkaisija (mm) | Teho (kw) | Määrä (kg/h) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
kaksikorvainen puristusaine
| TYYPPİ | Kerrosavaimen halkaisija (mm) | teho (kw) | Viskisnopeus (v/min) | Tuotanto (kg/h) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Sekoittaja + Yksitunnelin ekstruder
| Malli | KNEADER | Seosahkomoottorin teho (KW) | Pyörän halkaisija | L/D | lähtö |
| GSD100 | 35L | 55 kW | 100mm | 16-22:1 | 100~200kg/h |
| GSD120 | 55L | 75 kW | 120mm | 16-22:1 | 200~300kg"h |
| GSD120 | 75l | 110 kW | 120mm | 16-22:1 | 300~500kg/h |
| GSD150 | 110L | 160kW | 150mm | 16-22:1 | 600~800kg/h |
| GSD180 | 150L | 220kW | 180mm | 16-22:1 | 800~1200kg/h |
Seos + Kaksisuuntainen viskoneula
| Malli | Pääkone | KNEADER | Tuotanto (kg/h) | |
| GS50/100 | GS50 Kaksisuihkoinen Extrudeeri | 55L | ||
| GS100 Yksisuikoinen Extrudeeri | 60-90 | |||
| GS65/150 | GS65 Kaksisuihkoinen Extrudeeri | 75l | 500~600 | 400~600kg"h |
| GS150 Yksittäinen Viski Extruder | 60-90 | |||
| GS75/180 | GS75 Kaksikinnoituksinen Viski Extruder | 110L | 500~600 | 600~800kg/h |
| GS180 YKSIKYTINEN ULOSTEINEN | 60-90 | |||
| GS95/200 | GS95 Kaksikinnoituksinen Viski Extruder | 150L | 400~500 | 1000~1500KG/H |
| GS200 Yksittäinen Viski Extruder | 60-90 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Yksityisyyskäytännöt