







A GSmach haladó gőzgöngy-sorozatot biztosít mindenféle tölőanyag masterbatch-hez.
Tervezzük a masterbatch-tölőanyagok extrúdereit az áramkör alapján,
képzelmény és végleges alkalmazás szerint a kérelmedben.
A Tölőanyag Masterbatch koncentrált CaCO3 vagy Talc vagy BaSO4 polimer alapon.

Van probléma? Kérjük, lépjen kapcsolatba velünk, hogy szolgálhatjunk!
VizsgálatTartalom:
A Bazális Képlet
| Alapanyag | Tölts típus | Adalékanyagok |
| PP | CaCO3 55-85% | PE szenyő |
| PE | Talka 25-60% | Fehér olaj |
| PS | BaSO4 40~70% | Ellenoxidáns |
Alkalmazások
A töltőanyag-mesterhorderekesztőket hozzáadásra használják az injeció, fúvómódszer, filmet (egy rétegű vagy többszintű), lap és rúd alkalmazásokban.
Az alábbi előnyöket kínálnak:
a) Injeció & fúvómódszer
Kisebb nyersanyag-költség, mivel általában gazdagabbak, mint a polimer részecskék
Növekvő kimenet gyorsabb formahűtés miatt
Színes mesterhorderekesztő igény csökkentése
Nagyobb ellenállás a hőtörésnek, nagyobb merevség és merevülés
Javított méretei stabilitás, összefonódás és nyomtatóségeség
A TÖLTŐANYAG-mesterhorderekesztők hozzáadási aránya az injeció- és fúvómódszer alkalmazásokban legfeljebb 50 % lehet, általános szintek viszont 5-30 % között vannak.
b) Film, lap, zsák, zacskó, ráfia
Kisebb nyersanyag-költség, mivel általában gazdagabbak, mint a polimer részecskék
Színes mesterhorderekesztő igény csökkentése
Nagyobb merevség, papírhasonló hatás
Javított összefűződés és nyomtatóság
Javított anti-blokkolási tulajdonságok
Jobb buborékstabilitás
A FILLER masterbatchek hozzáadási aránya film-alkalmazásokban 2-20 %.
c) PE & PP rúdszálak
Antifibrilláció (más néven anti szétvágás)
Kisebb nyersanyag-költség, mivel általában gazdagabbak, mint a polimer részecskék
Színes mesterhorderekesztő igény csökkentése
Nagyobb merevség
Javított összefűződés és nyomtatóság
Javított anti-blokkolási tulajdonságok
Javított összehajthatóság
Könnyebb feldolgozás
A FILLER masterbatch-k általános hozzáadási aránya a csavartalpú anyagoknál 3-8 %.
d) HDPE & PP cső
Költséges fehér masterbatch-k drágább fokozottan fehér változatának helyettesítése
Kisebb nyersanyag-költség, mivel általában gazdagabbak, mint a polimer részecskék
Nagyobb merevség
Simább csövek alacsonyabb súrlódási együtthatóval jobb zárolás elkerülésére
Kisebb valószínűséggel történik törés alacsony hőmérsékleten az excellent hideg ellenállás miatt
A FILLER masterbatch-k általános hozzáadási aránya a csavartalpú anyagoknál 5-30 %.
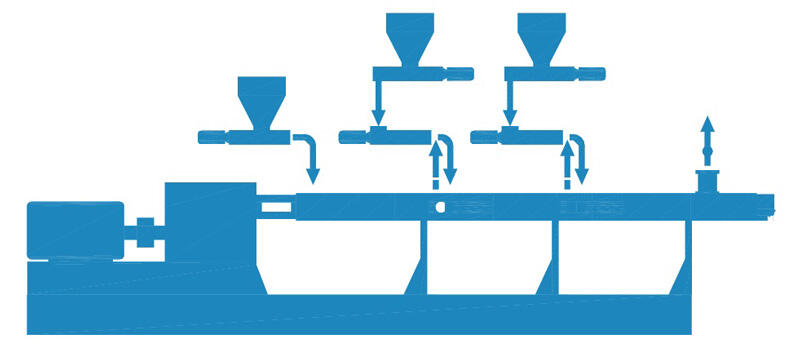
Töltszerjes Masterbatch feldolgozása
a) Hozzáadási rendszer
Két táplálórendszer van:
Térfogati táplálórendszer
1. Súlyítsa meg külön-külön a nyersanyagot a képlet szerint
2. Majd teszze mind a anyagot a magas sebességű keverőbe 5~10 percig keverésre
3.A anyag kiszállítása spirális betöltőbe
4.A anyag betöltése a térfogati tápláló hordozójába
Súlycsökkenéses táplálórendszer (automatikusan és nagyobb pontossággal)
1. Teszd a nyersanyagot minden egyes tartályba a földön.
2. A vakuum szállító átvinni fog minden komponenset a tároló silóba.
3.A feldolgozandó anyag automatikusan esik a súlycsökkenéses táplálóba. A táplálórendszer
táplálja az anyagot külön-külön az extruderbe az HMI-n konfigurált képlet szerint.




(Súlycsökkenéses táplálórendszer & Oldali Erő Tápláló)
b) Extruder technikai adatok
A felhasználás és a kimenet alapján számos különböző extruder-választási lehetőség áll rendelkezésre.
Kétszvitű extrúzer
| Típus | Csavar átmérője (mm) | Erő (kW) | Mennyiség (kg/óra) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
Kétszvitű extrúzer
| Típus | Csavar átmérője (mm) | teljesítmény(kw) | Csavarsebesség (fordulat/perc) | Kimenet (kg/óra) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Keverő + Egyszerű csavartalpú extruder
| Modell | KNEADER | Daráló teljesítmény (KW) | Vízszintes csavar átmérője | L/D | kimeneti |
| GSD100 | 35L | 55kw | 100mm | 16-22:1 | 100~200kg/óra |
| GSD120 | 55L | 75 kW | 120mm | 16-22:1 | 200~300kg/h |
| GSD120 | 75L | 110 kW | 120mm | 16-22:1 | 300~500kg/óra |
| GSD150 | 110L | 160kW | 150mm | 16-22:1 | 600~800kg/óra |
| GSD180 | 150 liter | 220kW | 180 mm | 16-22:1 | 800~1200 kg/óra |
Keverő + Twin Screw Extruder
| Modell | Fő gép | KNEADER | Kimenet (kg/óra) | |
| GS50/100 | GS50 Twin Screw Extruder | 55L | ||
| GS100 Egyszeres Szikraextruder | 60-90 | |||
| GS65/150 | GS65 Kétszeres Szikraextruder | 75L | 500~600 | 400~600kg/óra |
| GS150 Egyszeres Szikraextruder | 60-90 | |||
| GS75/180 | GS75 Kétszeres Szikraextruder | 110L | 500~600 | 600~800kg/óra |
| GS180 EGYSZÍNŰ SZIVT EXTRUDER | 60-90 | |||
| GS95/200 | GS95 Kétszeres Szikraextruder | 150 liter | 400~500 | 1000~1500KG/H |
| GS200 Egyszerű Csavaros Extruder | 60-90 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Adatvédelmi szabályzat