







GSmach jagħmel linja pelletizing avvanzata għall-kwieċ masterbatch.
Niġħmu l-estrużjonijiet għall-kwieċ masterbatch, skont l-output,
formola u l-applikazzjoni finale kif tħallas.
Il-Kwieċ Masterbatch huma koncentrati ta’ CaCO3 jew Talc jew BaSO4 f’base polimera.

Ħa jkun problema? Jekk jogħġbok tattakka bina biex nisdiżju għalik!
richiestaTabella tal- Kontenut
Il-Formola Bażika
| Resin Bażiku | Tip ta’ Filler | Additivi |
| PP | CaCO3 55-85% | PE wax |
| pe | Talc 25-60% | White Oil |
| PS | BaSO4 40~70% | Kontra oksidanti |
Applikazzjonijiet
Il-mixtures ta' filler jkunu użati fi l-iniezju, il-modellatura bl-ħajja, filmiss (waħda jew ktieb strati), is-sidu u l-applicazzjonijiet tal-banda.
Ighdu l-avvantaggji li jagħmlu:
a) Iniezju & modellatura bl-ħajja
Kost ikliem ta' materjali rottanti, għalikemm ma jkunu mhux aktar ekonomiċi minn ir-resins tal-polimieru
Awwtanazzjoni akbar wara li l-ħajja tibdil aħdrat biexess
Redukzjoni tal-ġdid ta' color masterbatch
Resistenza akbar għall-deflezzjoni ta' ħarsa, rigidezza akbar u stiffezza
Stabilità dimenzjonali aħjar, weldabilità u printabilità
Ir-rendiment ta' FILLER mixtures fis-applicazzjonijiet ta' iniezju u modellatura bl-ħajja jista jkipu xejn 50 %, imma l-ivelli normali jkunu bejn 5-30 %.
b) Film, sidu, sakki, bors, raffia
Kost ikliem ta' materjali rottanti, għalikemm ma jkunu mhux aktar ekonomiċi minn ir-resins tal-polimieru
Redukzjoni tal-ġdid ta' color masterbatch
Ħadd kbir, effett tal-pajjiż
Qabbilija mill-bidla u printabbilità aħjar
Xuljati anti-blokka aħjar
Stabilità tal-babbuli aħjar
Tar-riċepja ta' FILLER masterbatches fil-applicazzjonijiet ta' film hija 2-20 %.
c) PE & PP tapes
Antifibrillazzjoni (xi nota wkoll kif anti splitting)
Kost ikliem ta' materjali rottanti, għalikemm ma jkunu mhux aktar ekonomiċi minn ir-resins tal-polimieru
Redukzjoni tal-ġdid ta' color masterbatch
Ħadd akbar
Qabbilija mill-bidla u printabbilità aħjar
Xuljati anti-blokka aħjar
Qabbilija għall-tejnie aħjar
Proċessing ġodda aktar
L-issajjetta tipika tal-FILLER masterbatches fl-injiettaggi hija 3-8 %.
d) HDPE & PP Pipi
Istabbiliment ta' masturbbatch bjal is-saf x-xabiż mill-avveniment tat-tieqa saf
Kost ikliem ta' materjali rottanti, għalikemm ma jkunu mhux aktar ekonomiċi minn ir-resins tal-polimieru
Ħadd akbar
Pipi sniegħa meqbla minn friksjoni aħra biex jiprevenu li jiblokkin mill-blokkar
Jkunu aktar qali li jkollok fil-temperatura bassa għall-excellenti resistenza friġja
L-issajjetta tipika tal-FILLER masterbatches fl-injiettaggi hija 5-30 %.
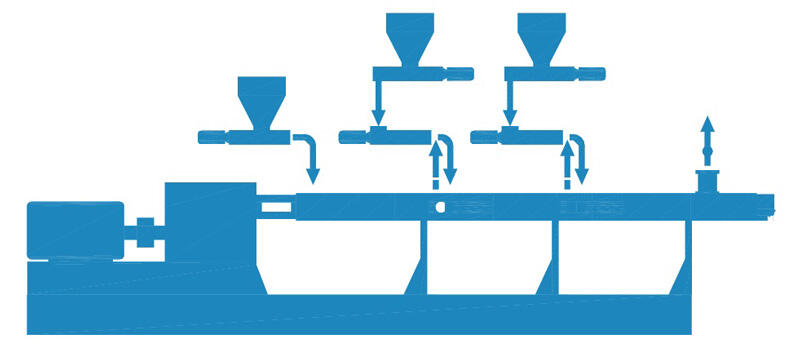
Proċessar tal-Filler Masterbatch
a) Sistema ta' Feeding
Ħalliethin darb:
Sistema ta' ġejja volumetriku
1. Twerja l-material raw sparapart secundum il-formula
2. Simgħa kulħadd il-material f’mixer ta’ veloċita’ ħsara għal 5~10 minuti mixjar
3. Ċikkja l-material fis-spiral loader
4. L-oħloq tal-material fil-hopper taċ-ċefeeder volumetriku
Sistema ta' ġejja persa bil-pesu (automatiku u akkurati ġoħra)
1. Imetta l-materja raw fis-skar tal-bank.
2. Il-looder vacummi jikkonvjeġgja kullħadd komponenti f’ilsilu tal-ħfiedma.
3. Il-material oriġinal jaqbil fis-sistema ta' loss-in-weight feeder awtomatikament. Is-sistema ta' ċikkja
sir tiegħi l-material f'dwed milliex secondarjix għall-formola li tista' toħloq fuq il-HMI.




(Sistema ta' ċikkja loss-in-weight & Side Force Feeder)
b) Speċifikazzjonijiet Teċnikali tal-Estradur
Skont l-applikazzjoni u l-output tiegħek, hemm ħafna aħjar alternattivi għall-extruders.
Ekstrudjer biż-żewġ šrīn
| Tip | Diqmeta skru (mm) | Poċer (kw) | Kantità (kg/h) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
Ekstrudjer biż-żewġ šrīn
| Tip | Diqmeta skru (mm) | għadd (kw) | Veloċità skru (rpm) | Awwtanżjarja (kg/sa) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Kneader + Extruder Skru Żgħar
| Model | MIXER | Potenzjal Miżjuda (KW) | Diameter tas-screw | L/D | Output |
| GSD100 | 35L | 55kW | 100mm | 16-22:1 | 100~200kg/h |
| GSD120 | 55L | 75KW | 120mm | 16-22:1 | 200~300kg\/h |
| GSD120 | 75L | 110KW | 120mm | 16-22:1 | 300~500kg/h |
| GSD150 | 110L | 160kW | 150mm | 16-22:1 | 600~800kg/h |
| GSD180 | 150L | 220kW | 180mm | 16-22:1 | 800~1200kg/sa |
Kneader + Twin Screw Extruder
| Model | maqiena prinsipali | MIXER | Output (kg/h) | |
| GS50/100 | GS50 Twin Screw Extruder | 55L | ||
| GS100 Extruder bil Ħadd Ix-xewwaq | 60~90 | |||
| GS65\/150 | GS65 Extruder Tnejn Ħadd | 75L | 500~600 | 400~600kg\/h |
| GS150 Extruder bil Ħadd Ix-xewwaq | 60~90 | |||
| GS75\/180 | GS75 Extruder Tnejn Ħadd | 110L | 500~600 | 600~800kg/h |
| GS180 EXTRUDER BIċĊI WAĦDA | 60~90 | |||
| GS95\/200 | GS95 Extruder Tnejn Ħadd | 150L | 400~500 | 1000~1500KG/S |
| GS200 Ekstruder ta' Skruża Waħda | 60~90 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Poliċija ta' Privatiżmu