







GSmach tilbyr avanserte kornlinjer for alle typer fyllstoff masterbatch.
Vi designer ekstruderne for fyllstoff masterbatch etter utskrift,
formel og endelig anvendelse etter ditt ønske.
Fyllstoff Masterbatch er koncentrat av CaCO3 eller Talc eller BaSO4 i en polymerbasis.

Er det et problem? Vennligst kontakt oss for å hjelpe deg!
SpørreInnhaldet
Den Grunnleggende Formelen
| Baseresin | Fyllertype | Tilsetningsstoffer |
| PP | CaCO3 55-85% | PE vokse |
| PE | Talc 25-60% | Hvit olje |
| Ps | BaSO4 40~70% | Antioxidant |
Anvendelser
Fyller masterbatches brukes i injeksjon, blåsmolding, film (en lag eller flere lag), plater og båndapplikasjoner.
De gir følgende fordeler:
a) Injeksjon & blåsmolding
Lavere råstoffskostnader, da de vanligvis er mer økonomiske enn polymerresiner
Økt utbytte grunnet raskere moldkjøling
Reduksjon av krav til farge masterbatches
Høyere motstand mot varmeavvikling, høyere stivhet og fasthet
Forbedret dimensjonalstabilitet, veldingsførenhet og trykkbarhet
Tilsetningsgrad av FILLER masterbatches i injeksjons- og blåsmoldingsapplikasjoner kan være opp til 50 %, men de mest vanlige nivåene ligger mellom 5-30 %.
b) Film, plater, sekker, poser, rafia
Lavere råstoffskostnader, da de vanligvis er mer økonomiske enn polymerresiner
Reduksjon av krav til farge masterbatches
Høyere stivhet, papir-lignende effekt
Forbedret sveisebarhet og trykkbarhet
Forbedret motblokkeringsegenskaper
Bedre boblestabilitet
Tilføyningsrate av FILLER masterbatches i filmapplikasjoner er 2-20 %.
c) PE & PP bånd
Antifibrillasjon (kjent også som anti splitting)
Lavere råstoffskostnader, da de vanligvis er mer økonomiske enn polymerresiner
Reduksjon av krav til farge masterbatches
Høyere stivhet
Forbedret sveisebarhet og trykkbarhet
Forbedret motblokkeringsegenskaper
Forbedret vevbarhet
Enklere prosessering
Vanlig tilføingsrate av FILLER masterbatches i bånd er 3-8 %.
d) HDPE & PP Rør
Erstattning av dyrt hvit masterbatch med dens høy grad av hvithet
Lavere råstoffskostnader, da de vanligvis er mer økonomiske enn polymerresiner
Høyere stivhet
Glatt rør med lavere friksjonskoeffisient for å forebygge blokkering mer effektivt
Mindre sannsynlig å bli brittelig ved lave temperaturer på grunn av dess utmærkede koldmotstand
Vanlig tilføingsrate av FILLER masterbatches i bånd er 5-30 %.
Behandling av fyllmasterbatch
a) Fødesystem
Det finnes to matingsystemer:
Volumetriske fôrsystem
1. Vei råstoffene hver for seg etter formelen
2. Sett deretter alt materialet i en høyhastighetsblandingsmaskin for blandingen i 5~10 minutter
3.Løs ut materialet i spiralbelaster
4.Last materialet i hoppere til volumetriske fôrerkraft
Loss-in-weight fôrsystem (automatisk og høy nøyaktighet)
1.Sett det råstoffet i hver tank på gulvet.
2.Vakuumlasteren vil transportere hver komponent til lagerets silo.
3.Råmaterialet vil falle inn i loss-in-weight fôrer automatisk. Fôresystemet
vil føre materialet hver for seg inn i ekstruder etter formelinnstillingene dine på HMI-en.




(Loss-in-weight fôringssystem & Side Force Feeder)
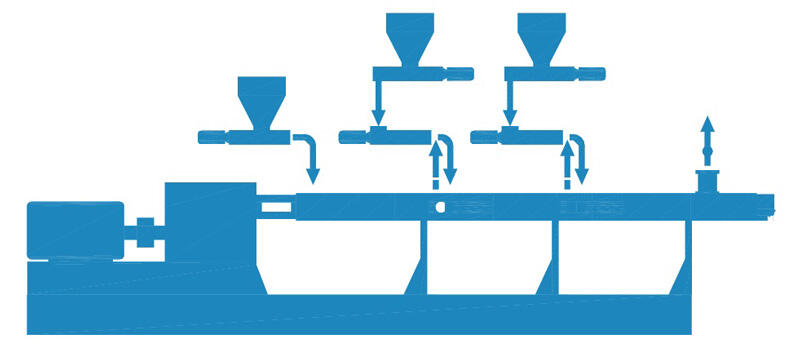
b) Tekniske spesifikasjoner for ekstruder
Avhengig av ditt bruk og utbytte, finnes det mange forskjellige valg blant ekstrudere.
Twin Skrue Ekstruder
| Type | Skruediameter (mm) | Effekt (KW) | Mengde (kg/h) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
Twin Skrue Ekstruder
| Type | Skruediameter (mm) | effekt(kw) | SkruIFEST fart (omgang/minutt) | utdata (kg/t) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500 til 1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Kneader + Enkeltskruvekstruder
| Modell | KNEADER | Deigerkraft (KW) | Skruediameter | L/D | Utgang |
| GSD100 | 35L | 55kW | 100mm | 16-22:1 | 100~200kg/h |
| GSD120 | 55L | 75KW | 120mm | 16-22:1 | 200~300kg\/h |
| GSD120 | 75l | 110 kW | 120mm | 16-22:1 | 300~500kg/h |
| GSD150 | 110L | 160kW | 150mm | 16-22:1 | 600~800kg/h |
| GSD180 | 150L | 220kW | 180mm | 16-22:1 | 800~1200kg/h |
Kneader + Twin Screw Extruder
| Modell | Hovedmaskin | KNEADER | Utdata (kg/h) | |
| GS50/100 | GS50 Twin Screw Extruder | 55L | ||
| GS100 Enkeltskrueextruder | 60-90 | |||
| GS65/150 | GS65 Twin Screw Extruder | 75l | 500~600 | 400~600kg\/h |
| GS150 Enkeltskrueekstruder | 60-90 | |||
| GS75/180 | GS75 Dobbelskrueekstruder | 110L | 500~600 | 600~800kg/h |
| GS180 ENKELSKRUVEEKSTRUDER | 60-90 | |||
| GS95/200 | GS95 Dobbelskrueekstruder | 150L | 400~500 | 1000~1500KG/H |
| GS200 Enskruveekstruder | 60-90 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Personvernerklæring