Hjemmeside > Produkt > Komponering > Kabelsammensettingmaskin







PVC/HFFR/XLPE/LSFH/LSZH/LSOH/LS0H-kabelsammensetningsmaskinen er utviklet for å produsere høykvalitets kablesammensettelser. Denne maskinen prosesserer materialer som PVC (Polyvinylklorid), HFFR (Halogenfri Flammehemmende), XLPE (Krysslinket Polyetylen) og lav-røyk halogenfrie (LSFH/LSZH/LSOH/LS0H) sammensettelser som brukes i kableinsulating og -omslag. Utstyrt med nøyaktige blandings-, knåling- og ekstruderingssystemer, forsikrer den en jevn fordeling av tilsetninger og flammehemmere for økt sikkerhet, holdbarhet og fleksibilitet av det endelige kabelproduktet. Denne sammensettingsserien er ideell for å produsere miljøvennlige, ildmotstandende og lav-røyk kabler som brukes mye i bygg, elektronikk og transport.

Er det et problem? Vennligst kontakt oss for å hjelpe deg!
SpørreGSmach er dedikert til å levere avanserte ekstruder for alle typer kabelformulering
Innhaldet
PE Isolering og Skjelvingssammensetning
Krysslinkbar PE (XLPE) Isoleringsammensetninger
Silan-XLPE for 10kV-kabel
Peroxid-XLPE for 35kV-kabel
Peroxid/Silan Halvlederammensetninger
PVC-Ammensetninger for Kabel
Halogenfri Flammenesningsmiddel (HFFR)
Prosjekter/Klienter
PE Isolering og Skjelvingssammensetning
PE sammensetninger brukes mye i ledninger og kabler for isolering og skjoldningsformål. Faktisk er polyetylen-sammensetninger blant de vanligste typer plastikk. Polyetylen er en termoplastisk polymer bestående av lange hydrokarbonkjeder av basemonomeret (C2H4), og våre PE-sammensetninger bygger vanligvis på polyetylen eller co-polymerer av polyetylen, som er tilpasset etter kundespesifikasjoner.
Grunnformel:
LDPE/LLDPE/MDPE/HDPE + farge pigment/karbon svart 2-5% + tilsetninger
Tre typer prosess:
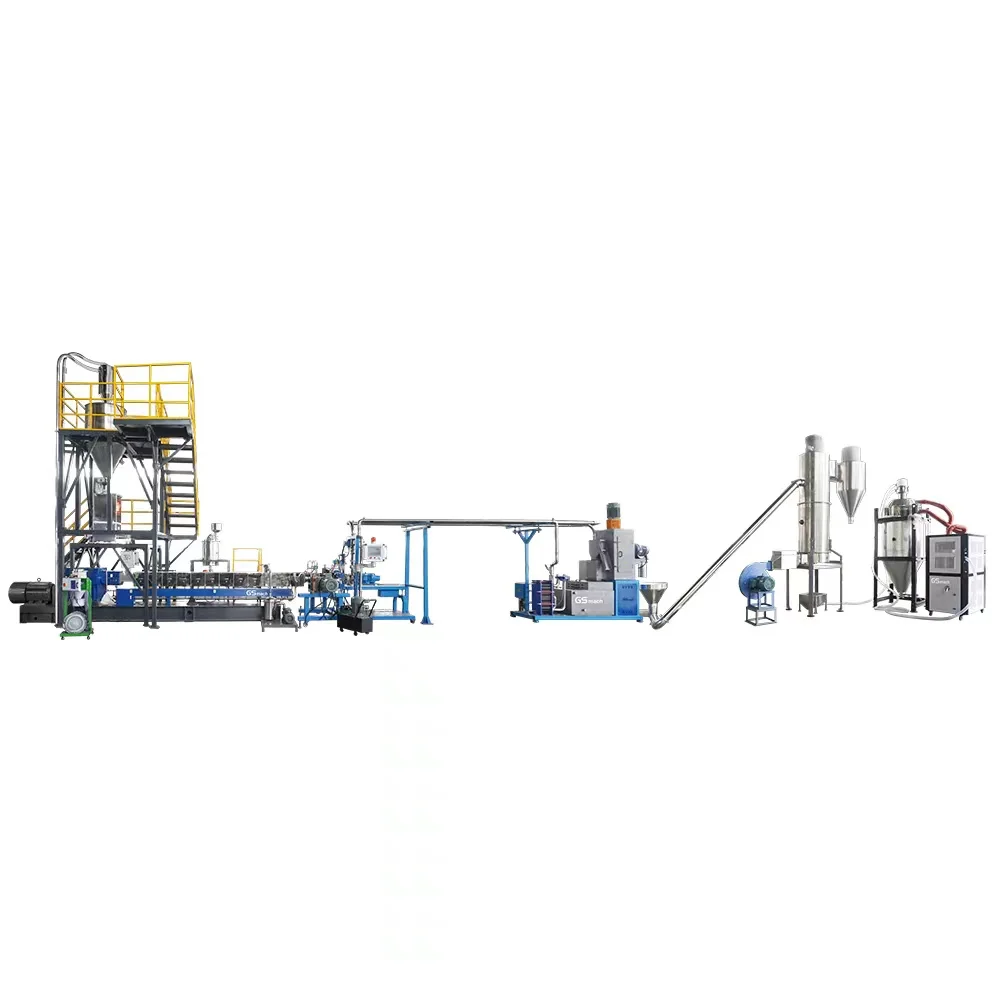
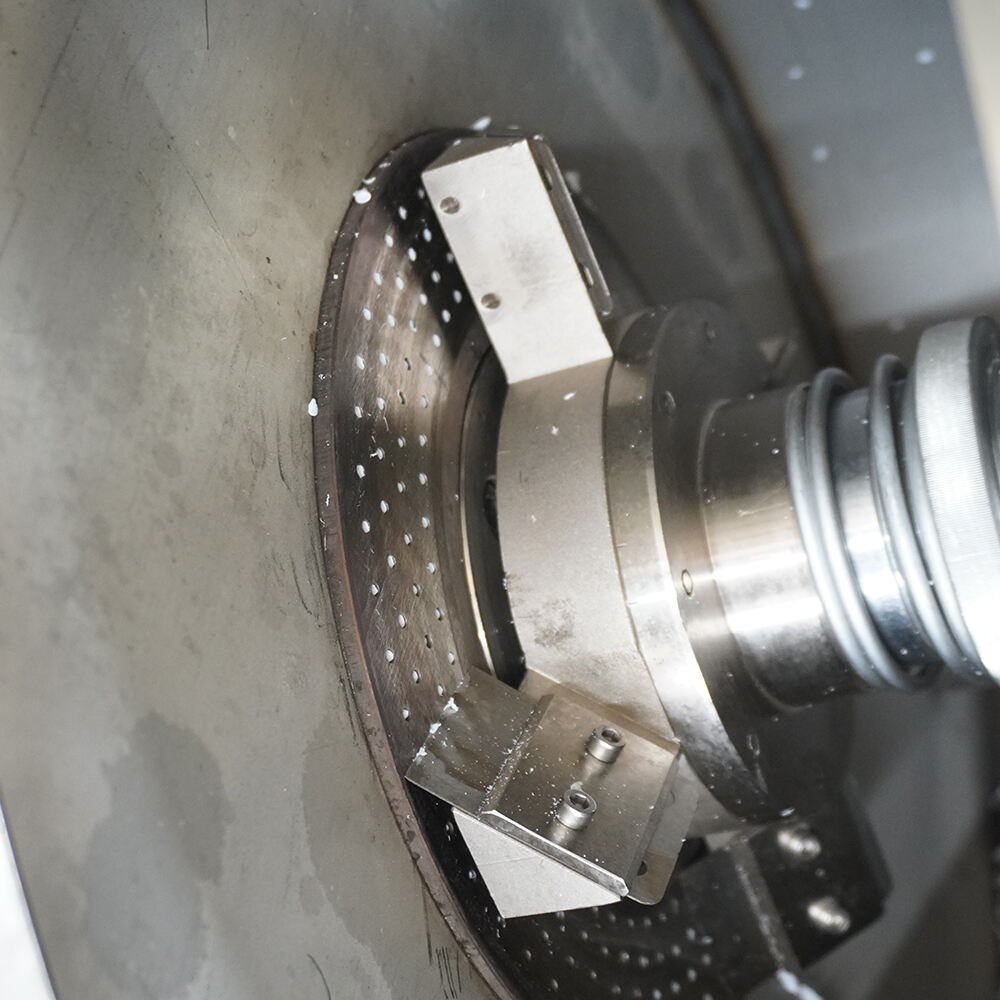
1) Kneader + Kjegleformig tvungen innsprøyting + Enskruveekstruder + Vannringpelletisering
Tekniske spesifikasjoner for ekstruder:
| Type | Skruediameter (mm) | KNEADER | Utdata (kg/h) |
| GS-100 | 100 | 35 | 200 til 300 |
| GS-120 | 120 | 55-75 | 400-600 |
| GS-150 | 150 | 110 | 800-1000 |
| GS-180 | 180 | 150 | 1000-1500 |
2) Blandingsmaskin + Dobbelskruveekstruder + Vannringpelletisering 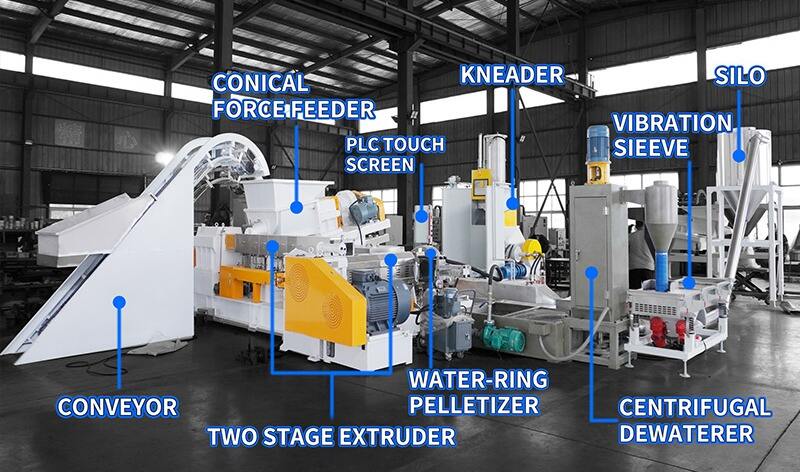
3) Vektstabilitetsføring + Twin Screw Extruder + Vannringpelletisering
Krysslinkbar PE (XLPE) Isoleringsammensetninger
Polyetilen har blitt og er fortsatt i bruk som kabelfullmantel, men, som et termoplastisk materiale, er dets anvendelser begrenset av varmeevner. Krysslinking forbedrer høytemperatur-egenskapene til det grunnleggende polymeret. Effekten av krysslinkingen er å hindre bevegelsen av molekyler i forhold til hverandre under varmeinnskudd, noe som gir forbedret stabilitet ved høy temperatur sammenlignet med termoplastiske materialer. Dette tillater høyere driftstemperature, både for normal last og under kortslutningsforhold, slik at en XLPE-kabel har en høyere strømratning enn sin tilsvarende PVC-motpart. XLPE har ett av de beste vannmotstandsdyktigheter og lave permeabilitetskapasiteter.
Nesten alle krysslinkbare polyetylenkomponenter (XLPE) for tråd- og kabelløsninger er basert på LDPE. XLPE-isolerede kabler har en maksimal nominell ledningstemperatur på 90 °C og en nødtilstandsrating opp til 140 °C, avhengig av den brukt standard. De har en ledningskortslutningsrating på 250 °C. XLPE har fremragende dielektriske egenskaper, noe som gjør det nyttig for mediumspenninger - 10 til 50 kV AC, og høyspenningstråder - opp til 380 kV AC-spenning, og flere hundre kV DC. 
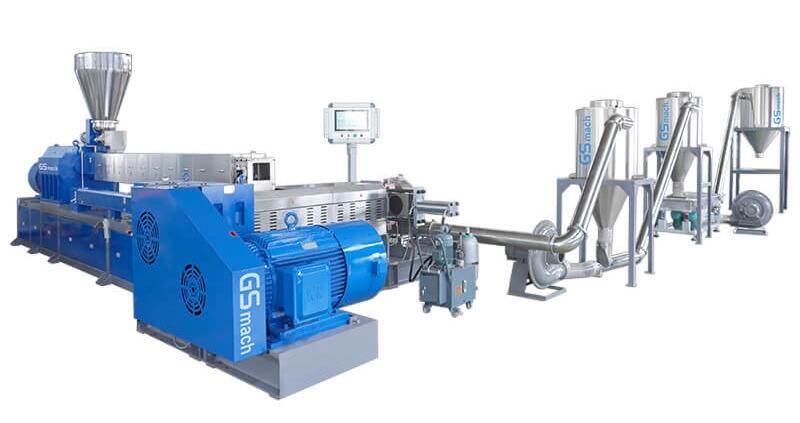
(XLPE 95 twin screw extruder underwater pelletizer system med Brabender mærke loss-in-weight system)
Det finnes to typer XLPE:
Silan-XLPE for 10kV-kabel
Peroxid-XLPE for 35kV-kabel
Semikonduktivt lag kompatibelt med disse to typene XLPE:
Silan-semikonductor
Peroxid-semikonductor
Alle typer semikonduktivt materiale kan produseres av samme maskin.
Silan-XLPE for 10kV-kabel
1) Grunnformel
A materiale: LLDPE/LDPE 98% + DCP 0.1% + Silane 1.5% + Antioksidant
B materiale: LLDPE/LDPE 95.5% + DBTL 4% + Antioksidant 0.5%
Bland 95% av A og 5% B materiale for XLPE-kabel ekstrusjon
2) Prosess
① For A materiale: vekttapføring og høyttoreks ekstruder med lang L/D.
Trenger tørreanlegg og vakuum-pakkingssystem.
② For B materiale: vekttapføring og lavttoreks ekstruder med 40 L/D.
Peroxid-XLPE for 35kV-kabel
1) Grunnformel
LDPE + DCP + Antioksidant
2) Prosess
Vekttapføring.
Smeltetemperaturen bør kontrolleres veldig godt for å unngå at DCP reagerer med polymeren. Derfor er to-trinns-ekstruder mer egnet for denne typen kompounding.
Kjølevannet for pelletiseringsanlegget bør være rent uten noen positive og negative ioner
Dette krever en tørker og vakuum-pakkesystem.
Peroxid/Silan Halvlederammensetninger
1) Grunnformel
PE/EVA + karbonpulver + DCP + Antioxidant
2) Prosess
Den samme maskinen kan brukes for alle typer halvledere.
Kneader + konsk formfôring + enkeltskrueekstruder + luftkjøling av dødside pelletisering.
PVC-Ammensetninger for Kabel
Polyvinylklorid er det tredje mest produserte syntetiske plastpolymer etter polyetylen og polypropylen. Det produseres ved polymerisering av vinylkloridmonomer (VCM).
PVCs relativt lave kostnad, biologiske og kjemiske motstandsdyktighet og arbeidsdyktighet har ført til at det blir brukt for en bred vifte av anvendelser. Plasticert PVC brukes vanligvis som isolasjon og skjold på elektriske kabler.
Grunnformel:
PVC 60% + DOP 20% + Brennklase 10-20% + CaCO3 0-10% + Varmestabilisator + Tilsetninger
Tandem-Ekstruder for PVC-Sammensetting:
Første fasen er ekstruder med parallelle dobbelskruer i samme retning for fordeling og spredning.
Den andre fasen er en enkeltskruveksuder for kjøling og kornforming.
Tekniske spesifikasjoner for ekstruder:
| Type | Motoreffekt | Rotasjonshastighet | Utdata (kg/h) |
| GS50-100 | 37-55/22-45 | 500-600/60-90 | 200 til 300 |
| GS65-150 | 55-75/45-55 | 500-600/60-90 | 400-500 |
| GS75-180 | 75-132/75-90 | 500-600/60-90 | 600-800 |
| GS95-200 | 250-315/90-132 | 400-500/60-90 | 1000-1500 |
Halogenfri Flammenesningsmiddel (HFFR)
Halogenfri flammehemmer (HFFR), lav røyk null halogen (LSOH), lav røyk og gass (LSF) er alle navn forbundet med sammensetninger som brukes uteliggende i kabelforslingen. Disse sammensetningene er vanligvis basert på polyetylen eller ko-polyetyner med tillegg av mineralutfyllere for å gi flammehemmende egenskaper.
Grunnformel:
PE 10% + EVA 30% + ATH-pulver 55% + Additiv 5%
To typer prosesser:
1) Kneader + Kjegleformet tvungen fôring + Dobbelskruveksuder + Enkeltskruveksuder + Luftekjøling ved dypelkornforming
Tekniske spesifikasjoner for ekstruder:
2) Vektsminkende fôring + Trippelskruveksuder + Enkeltskruveksuder + Luftekjøling ved dypelkornforming
Tekniske spesifikasjoner for ekstruder:
| Type | KNEADER | Skruvediameter (mm) | Utdata (kg/h) |
| GS50-100 | 55 | 50.5\/100mm | 200 til 300 |
| GS65-150 | 75 | 62.4\/150mm | 400-500 |
| GS75-180 | 110 | 71\/180mm | 600-800 |
| GS95-200 | 150 | 93\/200mm | 1000-1500 |
Tekniske spesifikasjoner for ekstruder: (Trispirekseksruderer)
| Type | effekt | Skruvediameter (mm) | Utdata (kg/h) |
| GS35 | 18.5-30 | 35mm | 50-150 |
| GS52 | 75-90 | 52mm | 250-800 |
| GS65 | 90-160 | 65mm | 500 til 1000 |
| GS75 | 132-250 | 75 mm | 1000-1500 |
| GS95 | 200-315 | 95mm | 1500-2500 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Personvernerklæring