
Strona główna > Produkt > Kompozycjonowanie > Kolorowy masterbatch





GSmach dostarczyło ponad 1000 zestawów wysokowydajnych maszyn ekstrusionowych dla masterbatch kolorystycznych.
Chcielibyśmy podzielić się doświadczeniem w następujących szczególnych zastosowaniach.
Zmieszanie masterbatch kolorystycznych jest jednym z głównych zastosowań ekstrudera dwuskrzydłowego.
Masterbatch kolorystyczny jest stosowany we wszystkich polimerach i rodzajach produktów.
Istnieją trzy rodzaje Masterbatch Kolorystycznych:
1) Mono kolorowy masterbatch lub SPC (single pigment concentrate):
polimerowanie z użyciem jednego pigментu i w większości przypadków bez wosku i dodatków
2) Masterbatch na zamówienie lub Dostosowane koloryzowanie:
mieszanie różnych pelletów mono kolorowego masterbatcha, aby uzyskać kolor żądany przez klienta
3) Dostosowany masterbatch:
mieszanie polimeru, kilku pigментów i dodatków

Czy występuje problem? Proszę skontaktować się z nami, abyśmy mogli Ci służyć!
ZapytanieZawartość
Podstawowy wzór
| Podstawa rezynowa | Pigmenty | Zastosowanie |
| PE/PP/PS/PVC | Pigmenty organiczne 15-40% | Wosk PE |
| PET/PA/PBT | Pigmenty nieorganiczne w tym: TiO2 35-70% Węgiel drukarski 35-55% Pigment efektowy 15-40% | Biały olej |
| TPE/TPR/EVA | Przeciwutleniacz | |
| PLA/PBS/PBAT | ZnSt |
Zastosowania
Włókno ( Wykładziny, Tkaniny, Meble tapicerowane itp. )
Płytka ( Torebki zakupowe, film rzutowy, wielowarstwowy film itp. )
Formowanie przez dmuchanie ( Pojemniki medyczne i kosmetyczne, Opakowania olejów smarowych i farb itp. )
Formowanie przez ekstruzję ( Płyta, Rura, Przewód elektryczny itp. )
Formowanie przez wtrysk ( Motoryzacja, Elektronika, Budownictwo, Przedmioty gospodarstwa domowego, Meble, Zabawki itp. )
Doświadczenie w zastosowaniach specjalnych
1) PP Bazowy Mono i Indywidualnie Dostosowany Masterbatch dla BCF&CF
Istnieje ponad 20 000 kolorów dla wykładziny PP bazowej, włókna BCF&CF. Dlatego lepiej najpierw przygotować Mono Kolorowy Masterbatch, a następnie wyprodukować Indywidualnie Dostosowany Masterbatch dla ostatecznego produktu.
Dla Mono Color Masterbatch:
Jeden ekstruder dla jednego typu koloru (na przykład od jasnoczerwonego do ciemnoczerwonego).
Większość pigmentów wymaga procesu premiksowania dla lepszego rozproszenia. Potrzebny jest osobny pokój i system zbierania pyłu dla miksera. A forma PP w proszku jest konieczna dla jednorazowego złożenia. Jeśli wykonujesz dwukrotne złożenie za pomocą systemu podziału podczas pierwszego złożenia, wystarczy Ci PP w postaci granulatu.
Lepiej używać ekstrudera z trójskrzynią dla lepszego rozproszenia i większej wydajności, ze względu na 40% większą wolną przestrzeń oraz dodatkową skrzynię mieszającą.


Specyfikacje techniczne ekstrudera z trójskrzynią:
| Typ | Średnica śrubowa (mm) | moc(kw) | Prędkość śrubowa (obr/min) | wydatek (kg/h) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Dla Masterbatcha na zamówienie:
Jest to czysta produkcja z wysokim stopniem automatyzacji.
Wystarczy duża chwytliwość i wysoka prędkość wirnika dla większej wydajności.
Szybko czyszczalna umieralnia dla zmiany koloru, bez grzałek, wystarczy 2 minuty na zmianę umieralni dla innego koloru.
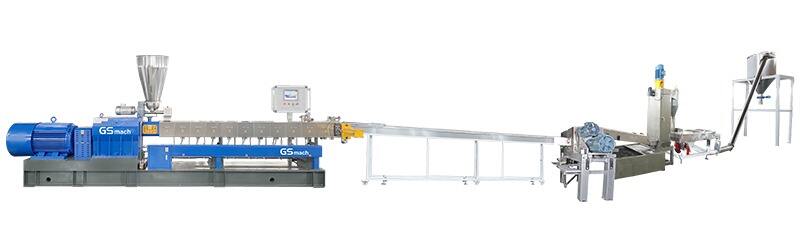
Dwa rodzaje procesu:
1) Mikser + Ekstrudera Dwójna Śruby + Chłodzenie Wodne Stronami Pelletizing
2) Karmienie z Utraty Masy + Ekstrudera Dwójna Śruby + Chłodzenie Wodne Stronami Pelletizing
Specyfikacja techniczna ekstrudera:
| Typ | Średnica śrubowa (mm) | Moc (kw) | Ilość (kg/h) |
| GS20 | 21.7 | 4 | 5 ~ 15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10 ~ 40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
2) PBT Bazowy Kolory Masterbatch dla POY&FDY
PBT ma mniejszą lepkość niż PP, więc wymaga specjalnego projektu śrub
PBT w postaci proszku jest konieczne dla procesu premiksowania, a potrzeba osobnego pomieszczenia i systemu zbierania pyłu dla miksera
Silny system próżniowy do usuwania wilgoci i minimalizacji spadku IV
Lepiej używać Ekstrudery Trójnej Śruby dla lepszego rozproszenia i większej wydajności
Przerwa między dwiema śrubami & przerwa między śrubą a beczką powinna być minimalna. Mała ekstrudera jest lepsza
3) PET Bazowy Kolory Masterbatch dla PSF
PSF zawsze jest produkowany z recyklingowanego PET
Zapytanie o dyspersję jest mniejsze niż Color Masterbatch dla POY
Najpopularniejszy wzór: flaki butelek (o rozmiarze mniejszym niż 10 mm) mieszane z 25-40% proszkiem węgla drzewnego za pomocą podziału karmienia i chłodzenia strumieniowego metodą wodną
Karmienie podzielone za pomocą dwóch wagowych karmarek z minimalnym zanieczyszczeniem pyłem
Preferowane jest użycie Układu Pelletowania Strumienia Pod Wodą dla większej wydajności: strumienie przechodzą do pelletownicy automatycznie dzięki przepływowi wody, nawet jeśli strumienie się łamią podczas zmiany filtra. Dlatego będzie prawie żadnego odpadu w trakcie procesu produkcyjnego.
4) Masterbatch Efektów Specjalnych
Pigmenty efektowe są stosowane zarówno w obszarze dekoracyjnym plastików, jak i w obszarze funkcyjnym oraz stały się nieodłączną częścią współczesnych projektów produktów. Rozwój społeczny i związane z nim trendy kolorystyczne są badane bez przerwy. Wybrane kolory są ulepszane przez pigmany efektowe, czyniąc produkt końcowy wyjątkowym i godnym uwagi.
Główne rodzaje Masterbatcha Efektów Specjalnych:
1. Efekt perlisty
2.Efekt metaliczny
3.Efekt fluorescencyjny
4.Efekt marmuru/granitu
5.Efekt fosforescencyjny (Świetlisty w ciemności)
6.Wonny
Pigmenty efektowe mają strukturę warstwową i rozmiar cząstek do 170 mikron. Są wrażliwe na cięcie, dlatego najlepszym procesem jest podawanie rozdzielone — wprowadzanie do piątego bębna ekstrudera za pomocą bocznego karmienia
Wymagają specjalnych elementów mieszających z większym efektem dystrybucji niż dyspersji
Wymagają mniejszego wysiłku cięcia, ale większego mieszania
5) Mikrograny Kolor Masterbatch
Mikrograny to grany o rozmiarze ≤ 1mm, które są produkowane za pomocą systemu pelletowania podwodnego.
Zalety
Z powodu ich małego rozmiaru cząstek, mikropellety rozpraszają się znacznie bardziej jednostajnie i rozprowadzają drobniej, podobnie jak konwencjonalny surowy polimer. W przeciwieństwie do tego, tradycyjne masterbatche z „normalnymi” pelletami muszą być stosowane w wyższych dawkach, aby osiągnąć pożądany efekt. Dlatego za pomocą mikropelletów wymagana jest mniejsza ilość barwników, co prowadzi do istotnych oszczędności kosztów, ponieważ masterbatche są niezwykle drogie w porównaniu do surowych polimerów. Masterbatche w postaci mikropelletów są łatwiejsze w obsłudze, lepiej dawkowane i bezpyłowe.
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Polityka prywatności