
Strona główna > Produkt > Kompozycjonowanie > Masterbatch wypełniacza







GSmach oferuje nowoczesne linie kulowanie dla różnych masterbatch z napełniaczami.
Projektujemy ekstrudery dla masterbatch z napełniaczami, biorąc pod uwagę wydajność,
formułę i ostateczne zastosowanie zgodnie z Twoim żądaniem.
Masterbatch z napełniaczami to koncentrat CaCO3, talku lub BaSO4 w bazie polimerowej.

Czy występuje problem? Proszę skontaktować się z nami, abyśmy mogli Ci służyć!
ZapytanieZawartość
Podstawowy wzór
| Podstawa rezynowa | Typ napełniacza | Zastosowanie |
| PP | CaCO3 55-85% | Wosk PE |
| PE | Talk 25-60% | Biały olej |
| PS | BaSO4 40~70% | Przeciwutleniacz |
Zastosowania
Mieszanki wypełniacze są wykorzystywane w technologiach: wstrzykowywania, formowania przez dmuchanie, filmów (jedno-warstwowych lub wielowarstwowych), arkuszy oraz taśm.
Ofiarują one następujące przewagi:
a) Wstrzykowanie & formowanie przez dmuchanie
Niższy koszt surowców, ponieważ są zwykle bardziej ekonomiczne niż polimeryczne żywice
Zwiększone wydajność z powodu szybszego chłodzenia form
Redukcja wymaganej ilości mieszanek barwnikowych
Wyższy opór na odchylenie termiczne, większa sztywność i twardość
Ulepszona stabilność wymiarowa, spawalność i drukowalność
Stosowana proporcja mieszanek wypełniaczy w aplikacjach wstrzykowych i formowanych przez dmuchanie może wynosić do 50 %, jednak najczęnajczęściej stosowane poziomy znajdują się między 5-30 %.
b) Film, arkusz, worki, torebki, rafia
Niższy koszt surowców, ponieważ są zwykle bardziej ekonomiczne niż polimeryczne żywice
Redukcja wymaganej ilości mieszanek barwnikowych
Wyższa sztywność, efekt podobny do papieru
Poprawiona spawalność i drukowalność
Ulepszona odporność na blokowanie
Lepsza stabilność pęcherzyków
Stosunek dodatku FILLER masterbatch w aplikacjach filmowych wynosi 2-20 %.
c) taśmy PE & PP
Antyfibrylacja (także znana jako antyrozdzielanie)
Niższy koszt surowców, ponieważ są zwykle bardziej ekonomiczne niż polimeryczne żywice
Redukcja wymaganej ilości mieszanek barwnikowych
Wyższa sztywność
Poprawiona spawalność i drukowalność
Ulepszona odporność na blokowanie
Poprawiona zdolność plecionia
Łatwiejsze przetwarzanie
Zwykła stawka dodawania masterbatchów FILLER w taśmach wynosi 3-8 %.
d) Rury HDPE & PP
Zastępowanie drogiego białego masterbatcha o wysokim stopniu bielizny
Niższy koszt surowców, ponieważ są zwykle bardziej ekonomiczne niż polimeryczne żywice
Wyższa sztywność
Gładkie rury z niższym współczynnikiem tarcia, aby lepiej zapobiegać ich zablokowaniu
Mniejsze prawdopodobieństwo stania się kruchymi przy niskich temperaturach dzięki doskonałej odporności na zimno
Zwykła stawka dodawania masterbatchów FILLER w taśmach wynosi 5-30 %.
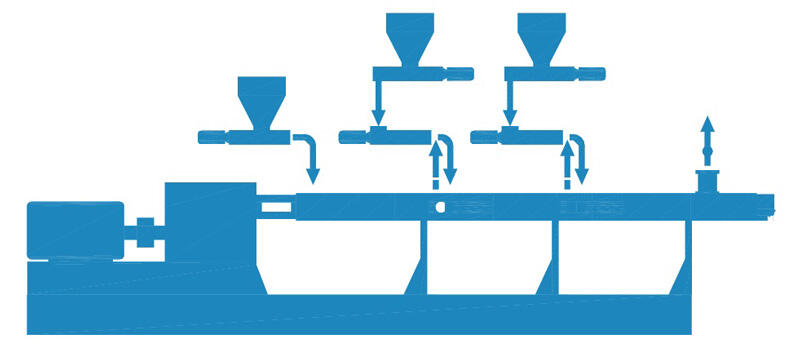
Przetwarzanie masterbatcha wypełniacza
a) System dosypania
Istnieją dwa systemy dopływu:
System karmienia objętościowego
1. Ważenie surowca osobno zgodnie z formułą
2. Następnie umieść cały materiał w mieszadze szybkiej przez 5~10 minut mieszania
3.Wyładuj materiał do ładowarki spiralnej
4.Ludowanie materiału do zbiornika podajnika objętościowego
System karmienia z utratą wagi (automatycznie i z większą dokładnością)
1. Umieść surowiec do każdego zbiornika na ziemi.
2. Ładownica próżniowa przekaże każdy składnik do silosu magazynowego.
3.Surowiec spadnie automatycznie do podajnika z systemem loss-in-weight. System podawania
będzie podawał materiał oddzielnie do ekstrudera zgodnie z ustawieniami twojego wzoru na HMI.




(System podawania loss-in-weight & Boczny Podajnik Siłowy)
b) Specyfikacja techniczna ekstrudera
Zgodnie z Twoim zastosowaniem i wydajnością, istnieje wiele różnych opcji dotyczących ekstruderów.
Ekstruder dwuskrzynkowy
| Typ | Średnica śrubowa (mm) | Moc (kw) | Ilość (kg/h) |
| GS20 | 21.7 | 4 | 5 ~ 15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10 ~ 40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
Ekstruder dwuskrzynkowy
| Typ | Średnica śrubowa (mm) | moc(kw) | Prędkość śrubowa (obr/min) | wydatek (kg/h) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Mieszalnik + Ekstruder Osiowy
| Model | KNEADER | Mieszalnik moc(KW) | Średnica śruby | L/D | Wyjście |
| GSD100 | 35 l | 55kW | 100mm | 16-22:1 | 100~200kg/godz. |
| GSD120 | 55L | 75KW | 120mm | 16-22:1 | 200~300kg/h |
| GSD120 | 75l | 110 kW | 120mm | 16-22:1 | 300~500kg/godz. |
| GSD150 | 110L | 160kW | 150mm | 16-22:1 | 600~800kg/godz. |
| GSD180 | 150 l | 220kW | 180MM | 16-22:1 | 800~1200kg/godz |
Mieszalnik + Ekstruder dwuosobowy
| Model | Maszyna główna | KNEADER | Moc (kg/h) | |
| GS50/100 | GS50 Ekstruder dwuskrzydłowy | 55L | ||
| GS100 Ekstruder jednoskrzydłowy | 60~90 | |||
| GS65/150 | GS65 Ekstruder dwuskrzydłowy | 75l | 500~600 | 400~600kg/h |
| GS150 Jednośrubowy Ekstrudер | 60~90 | |||
| GS75/180 | GS75 Dwuśrubowy Ekstruder | 110L | 500~600 | 600~800kg/godz. |
| Ekstrudera jednośrubowa GS180 | 60~90 | |||
| GS95/200 | GS95 Dwuśrubowy Ekstruder | 150 l | 400~500 | 1000~1500KG/G |
| GS200 Ekstruder z Jednym Śrubą | 60~90 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Polityka prywatności