Strona główna > Produkt > Kompozycjonowanie > Maszyna do zmieszania kablowego







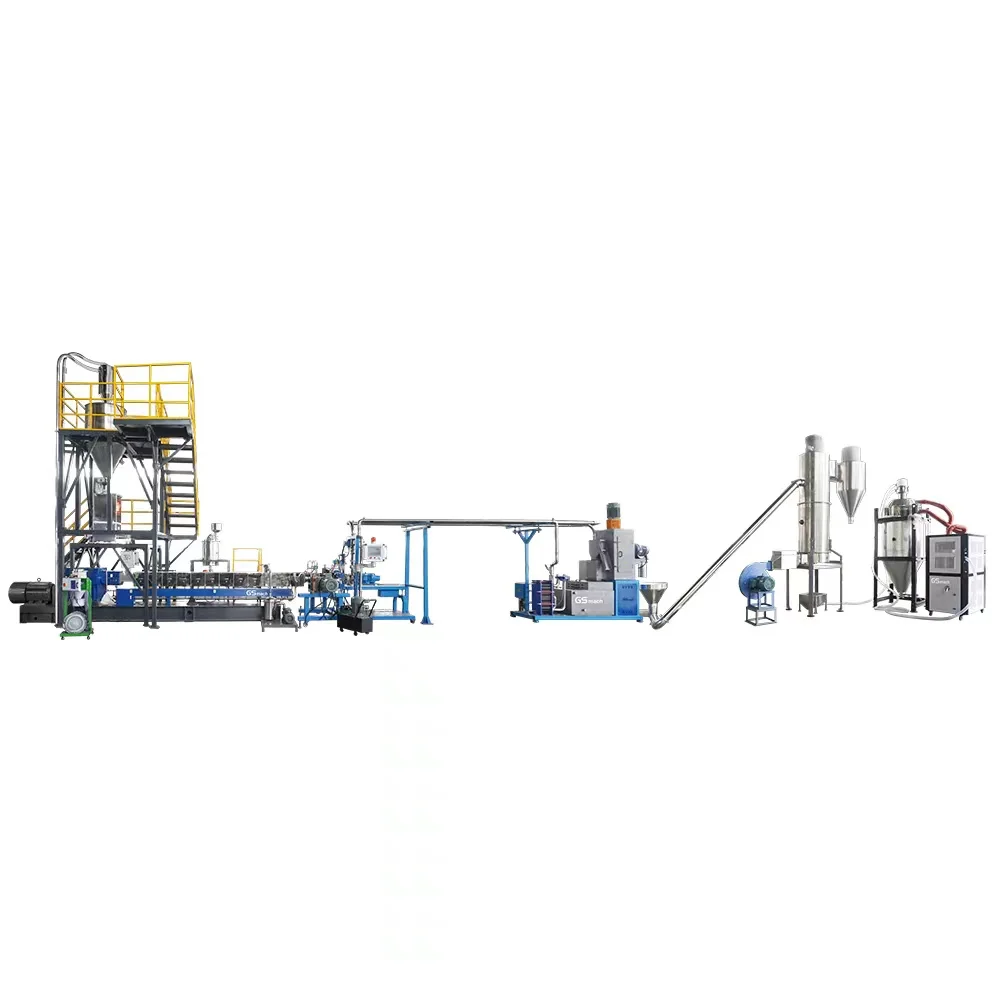
Maszyna do produkcji związków dla kabli PVC/HFFR/XLPE/LSFH/LSZH/LSOH/LS0H została zaprojektowana do wytwarzania wysokiej jakości związków kabelowych. Ta maszyna przetwarza materiały takie jak PVC (Chloropoliwinyl), HFFR (Bezhalogenowy Opornik Przed Pożarem), XLPE (Krzemurowany Polietylen) oraz bezhalogenowe związki o niskim wydzieleniu dymu (LSFH/LSZH/LSOH/LS0H) stosowane w izolacji i osłonie kabli. Wyposażona w precyzyjne systemy mieszania, mięcia i ekstruzji, zapewnia jednolite rozproszenie dodatków i oporników przed pożarem, co poprawia bezpieczeństwo, trwałość i elastyczność ostatecznego produktu kablowego. Ta linia kompoundingowa jest idealna do produkcji przyjaznych środowisku, oporno-pozarowych i niskodymnych kabli szeroko stosowanych w budownictwie, elektronice i transportach.

Czy występuje problem? Proszę skontaktować się z nami, abyśmy mogli Ci służyć!
ZapytanieGSmach jest poświęcony dostarczaniu zaawansowanych ekstruderów do kompoundowania wszelkiego rodzaju kabli
Zawartość
Złożenie izolacyjne i osłonowe PE
Kroswinkowane złożenia izolacyjne PE (XLPE)
XLPE silanowe dla kabli o napięciu 10kV
XLPE peroksydowe dla kabli o napięciu 35kV
Złożenia półprzewodnikowe peroksydowe/silanowe
Złożenia PVC dla kabel
Bezhalogenowy opóźniający zapalanie (HFFR)
Projekty/Klienci
Złożenie izolacyjne i osłonowe PE
Związki PE są powszechnie używane w przewodach i kablowaniu do celów izolacyjnych i osłonowych. W rzeczywistości, związki polietylowe należą do najpopularniejszych form plastików. Polietylen to termoplastyczny polimer składający się z długich łańcuchów węglowodorowych podstawowego monomeru (C2H4), a nasze złożenia PE opierają się ogólnie na polietylenie lub ko-polietylenach odpowiednio zmodyfikowanych zgodnie ze specyfikacjami klienta.
Podstawowe wzory:
LDPE/LLDPE/MDPE/HDPE + pigment koloru/węgiel drukowy 2-5% + dodatki
Trzy rodzaje procesu:
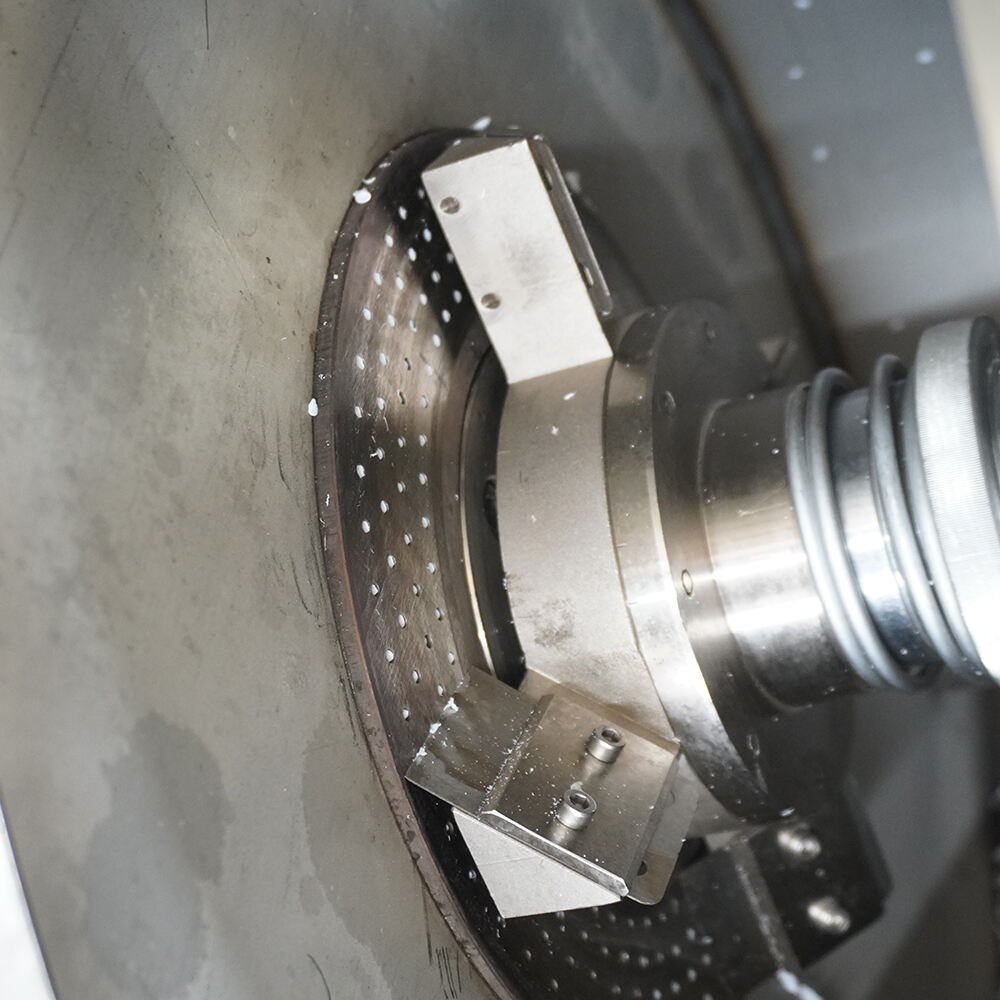
1) Mieszak + Koniczne Zmuszanie Do Karmienia + Ekstruzor Jednoskrzynkowy + Pelletowanie Obrokiem Wodnym
Specyfikacja techniczna ekstrudera:
| Typ | Średnica śrubowa (mm) | KNEADER | Moc (kg/h) |
| GS-100 | 100 | 35 | 200-300 |
| GS-120 | 120 | 55-75 | 400-600 |
| GS-150 | 150 | 110 | 800-1000 |
| GS-180 | 180 | 150 | 1000-1500 |
2) Mixer + Ekstruzor Dwuskrowy + Pelletowanie Obrokiem Wodnym 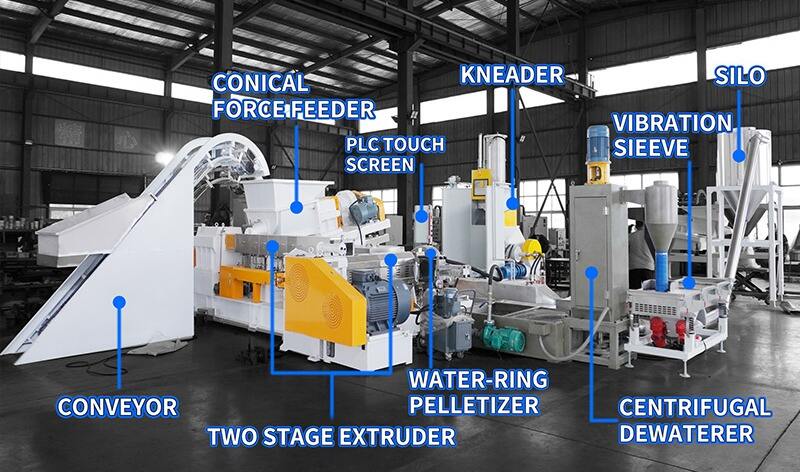
3) Karmienie z użyciem straty wagi + Ekstruder dwuskrzynkowy + Pelletowanie w pierścieniu wodnym
Kroswinkowane złożenia izolacyjne PE (XLPE)
Polietilen był i nadal jest używany jako izolacja kablowa, ale jako materiał termoplastyczny jego zastosowania są ograniczone przez warunki termiczne. Proces przekształcenia poprawia właściwości podwyższonej temperatury podstawowego polimeru. Efektem przekształcenia jest hamowanie ruchu cząsteczek względem siebie pod wpływem ciepła, co daje poprawioną stabilność przy podwyższonej temperaturze w porównaniu do materiałów termoplastycznych. To pozwala na wyższe temperatury pracy, zarówno dla normalnego obciążenia, jak i w warunkach krótkiego obwodu, dzięki czemu kabiel XLPE ma wyższą moc prądu niż jego odpowiednik z PVC. XLPE posiada jedną z najlepszych odporności na wodę i niskich zdolności przenikalności.
Prawie wszystkie związywalne polietylowe kompozyty (XLPE) przeznaczone do zastosowań w przewodach i kablowaniu opierają się na LDPE. Kable izolowane XLPE mają nominalną maksymalną temperaturę przewodnika wynoszącą 90 °C oraz awaryjny poziom obciążenia do 140 °C, w zależności od stosowanego standardu. Posiadają one ocenę krótkiego zwarcia przewodu przy temperaturze 250 °C. XLPE ma doskonałe właściwości dielektryczne, co czyni je przydatnymi dla napięć średnich - od 10 do 50 kV AC, oraz wysokich napięć kablowych - do 380 kV AC i kilka setek kV DC. 
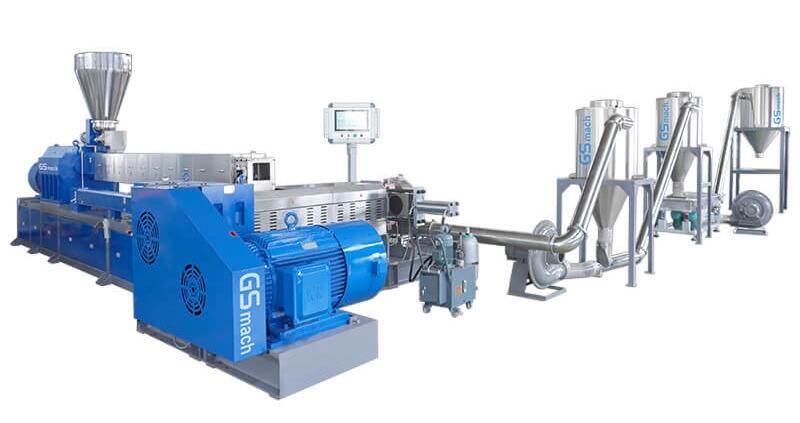
(System podwodnego granulowania wytwornika z dwiema śrubami typu XLPE 95 z systemem ważenia strat Brabender)
Istnieją dwa rodzaje XLPE:
XLPE silanowe dla kabli o napięciu 10kV
XLPE peroksydowe dla kabli o napięciu 35kV
Warstwa półprzewodnikowa zgodna z tymi dwoma rodzajami XLPE:
Półprzewodnik silanowy
Półprzewodnik peroksydowy
Wszystkie rodzaje związków półprzewodnikowych mogą być produkowane w tej samej maszynie.
XLPE silanowe dla kabli o napięciu 10kV
1) Podstawowe wzory
Materiał A: LLDPE/LDPE 98% + DCP 0,1% + Silan 1,5% + Antyoksydant
Materiał B: LLDPE/LDPE 95,5% + DBTL 4% + Antyoksydant 0,5%
Mieszanka 95% materiału A i 5% materiału B do ekstruzji kabla XLPE
2) Proces
① Dla materiału A: zasilanie wg straty wagi oraz ekstrudera o wysokim momentem obrotowym z długą długością L/D.
Potrzebny jest suszarka i system pakowania próżniowego.
② Dla materiału B: zasilanie wg straty wagi oraz ekstrudera o niskim momencie obrotowym z długością 40 L/D.
XLPE peroksydowe dla kabli o napięciu 35kV
1) Podstawowe wzory
LDPE + DCP + Antyoksydant
2) Proces
Zasilanie wg straty wagi.
Temperatura topnienia powinna być bardzo dobrze kontrolowana, aby uniknąć reakcji DCP z polimerem. Dlatego dwustopniowe ekstrudery są bardziej odpowiednie dla tego rodzaju kompoundingu.
Woda chłodnicza dla systemu pelletowania powinna być czysta, bez żadnych jonów dodatnich i ujemnych
To wymaga suszarki i systemu opakowywania w próżni.
Złożenia półprzewodnikowe peroksydowe/silanowe
1) Podstawowe wzory
PE/EVA + proch węglowy + DCP + Antyoksydant
2) Proces
Ta sama maszyna może być używana we wszystkich rodzajach półprzewodników.
Mieszalnik + koniczne zmuszanie do karmienia + ekstrudera jednośrubowa + pelletowanie na zimno przy wyjściu z umieralnika.
Złożenia PVC dla kabel
Chloroweksel jest trzecim pod względem ilościowo najbardziej produkowanym syntetycznym polimerem plastikiem, po poliefranie i polipropylene. Jest produkowany przez polymeryzację monomeru chlorowekselu (VCM).
Niska kosztowność PVC, odporność biologiczna i chemiczna oraz łatwość obróbki spowodowały, że jest on używany w szerokim zakresie zastosowań. Plastyczne PVC jest powszechnie stosowane jako izolacja i osłona na przewodach elektrycznych.
Podstawowe wzory:
PVC 60% + DOP 20% + Gleba Palona 10-20% + CaCO3 0-10% + Stabilizator Ogrzewania + Additywy
Ekstrudery tandemowe do kompoundingu PVC:
Pierwszy etap to współobrotowy dwusrubowy ekstruder do dyspersji i dystrybucji.
Drugi etap to jednośrubowy ekstrudér do chłodzenia i przerabiania w granul.
Specyfikacja techniczna ekstrudera:
| Typ | Moc silnika | Prędkość obrotowa | Moc (kg/h) |
| GS50-100 | 37-55/22-45 | 500-600/60-90 | 200-300 |
| GS65-150 | 55-75/45-55 | 500-600/60-90 | 400-500 |
| GS75-180 | 75-132/75-90 | 500-600/60-90 | 600-800 |
| GS95-200 | 250-315/90-132 | 400-500/60-90 | 1000-1500 |
Bezhalogenowy opóźniający zapalanie (HFFR)
Bezhalogenowy opóźniacz pożarowy (HFFR), niskie wydzielanie dymu zero halogenów (LSOH), niskie wydzielanie dymu i spalin (LSF) to wszystkie nazwy związane z złożeniami, które są szeroko stosowane w izolacji przewodów. Te złożenia są ogólne oparte na polietYLEnie lub ko-poliomerach polietYLEnu z dodatkiem wypełniaczy mineralnych, aby nadać właściwości opóźniające pożar.
Podstawowe wzory:
PE 10% + EVA 30% + proszek ATH 55% + Addytyw 5%
Dwa rodzaje procesu:
1) Mieszak + Stożkowe Wsypywanie Siłowe + Dwuśrubowy Ekstrudér + Jednośrubowy Ekstrudér + Chłodzenie Powietrzem i Granulowanie przy Wyjściu
Specyfikacja techniczna ekstrudera:
2) Wsypywanie wg Straty Masy + Trójśrubowy Ekstrudér + Jednośrubowy Ekstrudér + Chłodzenie Powietrzem i Granulowanie przy Wyjściu
Specyfikacja techniczna ekstrudera:
| Typ | KNEADER | Średnica śruby (mm) | Moc (kg/h) |
| GS50-100 | 55 | 50.5/100mm | 200-300 |
| GS65-150 | 75 | 62.4/150mm | 400-500 |
| GS75-180 | 110 | 71/180mm | 600-800 |
| GS95-200 | 150 | 93/200mm | 1000-1500 |
Specyfikacja techniczna ekstrudera: (Ekstruder Trójwirnikowy)
| Typ | moc | Średnica śruby (mm) | Moc (kg/h) |
| GS35 | 18.5-30 | 35mm | 50-150 |
| GS52 | 75-90 | 52 mm | 250-800 |
| GS65 | 90-160 | 65mm | 500-1000 |
| GS75 | 132-250 | 75 mm | 1000-1500 |
| GS95 | 200-315 | 95mm | 1500-2500 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Polityka prywatności