
Pagina principală > Produs > Compunere > masterbatch de umplere







GSmach oferă linii avansate de granulare pentru toate tipurile de materii prime cu umplitori.
Proiectăm extruderele pentru materii prime cu umplitori în funcție de producție,
formulă și aplicație finală, după cererea dumneavoastră.
Materiile prime cu umplitori sunt concentrați de CaCO3 sau Talc sau BaSO4 într-o bază polimerică.

Este o problemă? Vă rugăm să ne contactați pentru a vă servi!
Cerere de informațiiConţinutul
Formula de bază
| Resina de Bază | Tip Umplitor | Aditivi |
| PP | CaCO3 55-85% | Ceară PE |
| PE | Talc 25-60% | Ulei Alb |
| PS | BaSO4 40~70% | Anti oxidant |
Aplicații
Lotele de umplere sunt utilizate în injectare, formare prin suflare, filme (o singură strat sau multistrat), fețe și aplicării de trai.
Ofertă următoarele avantaje:
a) Injectare & formare prin suflare
Costuri mai mici de materii prime, deoarece sunt de obicei mai economice decât resinile polimerice
Creșterea producției datorită răcirei mai rapide a formelor
Reducerea cererii de lote de culoare
Rezistență sporită la deformarea termică, rigiditate și soliditate mai mari
Stabilitate dimensională îmbunătățită, sudabilitate și imprimabilitate
Rata de adăugare a loturilor de UMPLERE în aplicațiile de injectare și formare prin suflare poate ajunge până la 50 %, totuși, cele mai obișnuite niveluri se află între 5-30 %.
b) Film, plăcuță, saci, cutii, rafia
Costuri mai mici de materii prime, deoarece sunt de obicei mai economice decât resinile polimerice
Reducerea cererii de lote de culoare
Rigiditate mai mare, efect similar hârtiei
Capacitate de sudare și imprimare îmbunătățită
Proprietăți anti-blocare îmbunătățite
Stabilitate a burburășelor mai bună
Rata de adăugare a masterbatch-urilor FILLER în aplicații de film este de 2-20 %.
c) benzi PE & PP
Antifibrilare (cunoscută și ca antisplittare)
Costuri mai mici de materii prime, deoarece sunt de obicei mai economice decât resinile polimerice
Reducerea cererii de lote de culoare
Rigiditate mai mare
Capacitate de sudare și imprimare îmbunătățită
Proprietăți anti-blocare îmbunătățite
Abilitate de urdărire îmbunătățită
Procesare mai ușoară
Rata obișnuită de adăugare a masterbatch-urilor FILLER în benzi este de 3-8 %.
d) Tub HDPE & PP
Înlocuirea costisitoarei masterbatch albe cu un grad ridicat de alb
Costuri mai mici de materii prime, deoarece sunt de obicei mai economice decât resinile polimerice
Rigiditate mai mare
Tuburi netede cu un coeficient mai mic de frecare pentru a le preveni mai bine de blocaj
Sunt mai puțin posibil să devină fragile la temperaturi joase din cauza rezistenței sale excelente la frig
Rata obișnuită de adăugare a masterbatch-urilor FILLER în benzi este de 5-30 %.
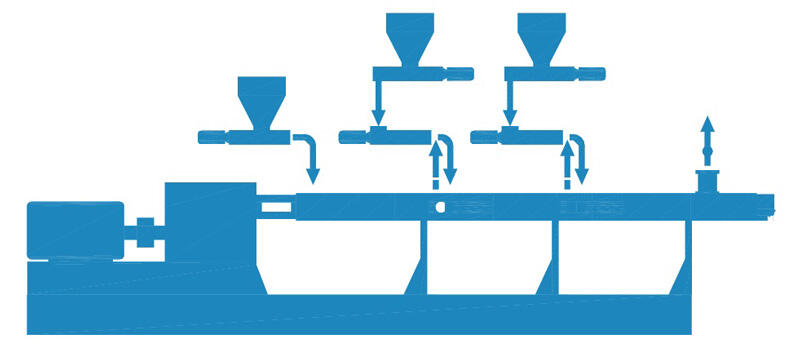
Procesarea Masterbatch cu umplere
a) Sistem de alimentare
Există două sisteme de alimentare:
Sistem de alimentare volumetric
1. Se cantărăsc materialele brute separat conform formulei
2. Apoi se pun toate materialele în amestecator de mare viteză pentru amestecarea timp de 5~10 minute
3.Decongeleți materialul în încărcător spiral
4.Încărcarea materialului în silozul alimentatorului volumetric
Sistem de alimentare cu pierdere de greutate (automat și cu o precizie mai mare)
1. Puneți materialul brut în fiecare rezervor de pe podea.
2. Încărcătorul cu vacuu va transporta fiecare componentă în silozul de stocare.
3.Materialul brut va cădea automat în alimentatorul cu pierdere de greutate. Sistemul de alimentare
va introduce materialul separat în extruder conform setării formulei pe HMI.




(Sistem de alimentare cu pierdere de greutate & Alimentator cu Forță Laterală)
b) Specificaţii Tehnice ale Extruderului
Conform aplicației și producției dvs., există multe opțiuni diferite pentru extrudere.
Extruder cu două scrobitori
| TIP | Diametrul șerpii (mm) | Putere(kW) | Cantitate (kg/h) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
Extruder cu două scrobitori
| TIP | Diametrul șerpii (mm) | putere(kw) | Viteza șurubului (rpm) | Producție (kg/h) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Amestecator + Extruder cu Schroif Simplu
| Model | KNEADER | Putere amestecătoare (KW) | Diametru șurub | L/D | IEȘIRE |
| GSD100 | 35L | 55kW | 100mm | 16-22:1 | 100~200kg/h |
| GSD120 | 55 l | 75KW | 120mm | 16-22:1 | 200~300kg\/h |
| GSD120 | 75l | 110 kW | 120mm | 16-22:1 | 300~500kg/h |
| GSD150 | 110L | 160kW | 150mm | 16-22:1 | 600~800kg/h |
| GSD180 | 150L | 220kW | 180mm | 16-22:1 | 800~1200kg/h |
Amalgamator + Extrudor cu Două Surse
| Model | Mașina principală | KNEADER | puterea de producție ((kg/h) | |
| GS50/100 | Extruder cu Două Schroabe GS50 | 55 l | ||
| Extruder cu O Singură Schroabă GS100 | 60~90 | |||
| GS65/150 | Extruder cu Două Schroabe GS65 | 75l | 500~600 | 400~600kg\/h |
| GS150 Extruder cu Sursă Singură | 60~90 | |||
| GS75/180 | GS75 Extruder cu Două Surse | 110L | 500~600 | 600~800kg/h |
| EXTRUDER CU SCROSOANA SINGURĂ GS180 | 60~90 | |||
| GS95/200 | GS95 Extruder cu Două Surse | 150L | 400~500 | 1000~1500KG/H |
| GS200 Extruder cu Sursă Singură | 60~90 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Politica de Confidențialitate