Главная страница > Продукт > Компаундирование > Машина для смешивания кабелей







Машина для производства компаундов кабелей PVC/HFFR/XLPE/LSFH/LSZH/LSOH/LS0H предназначена для изготовления высококачественных кабельных компаундов. Данная машина обрабатывает материалы, такие как ПВХ (поливинилхлорид), HFFR (безгалогенный огнезащитный), XLPE (сшитый полиэтилен) и низкодымящие безгалогенные (LSFH/LSZH/LSOH/LS0H) компаунды, используемые в изоляции и оболочке кабелей. Машина оснащена точными системами смешивания, вымешивания и экструзии, что обеспечивает равномерное распределение добавок и огнезащитных веществ для повышения безопасности, долговечности и гибкости конечного кабельного продукта. Эта линия для производства компаундов идеально подходит для создания экологически чистых, огнеупорных и низкодымящих кабелей, широко используемых в строительстве, электронике и транспорте.

Есть ли проблема? Пожалуйста, свяжитесь с нами, чтобы мы могли оказать вам помощь!
ЗапросGSmach стремится предоставлять передовые экструдеры для всех видов кабельных компаундов
Оглавление
Состав ПЭ для изоляции и оболочки
Компаунды для изоляции перекрещиваемого ПЭ (КПЭ)
Силановый XLPE для кабеля 10 кВ
Пероксидный XLPE для кабеля 35 кВ
Пероксидные/силановые полупроводниковые компаунды
Компаунды ПВХ для кабелей
Безгалогенный огнезащитный (НГ-ЭП)
Проекты/Клиенты
Состав ПЭ для изоляции и оболочки
Составы ПЭ широко применяются в проводах и кабелях для изоляции и оболочек. На самом деле, полиэтиленовые составы являются одними из самых распространенных видов пластиков. Полиэтилен - это термопластичный полимер, состоящий из длинных углеводородных цепей базового монономера (C2H4), и наши составы ПЭ обычно основаны на полиэтилене или сополимерах полиэтилена, модифицированных согласно спецификациям клиента.
Базовая формула:
НПЭ/ЛПЭ/СПЭ/ВПЭ + пигмент цвета/карбоновый чернильник 2-5% + добавки
Три типа процесса:
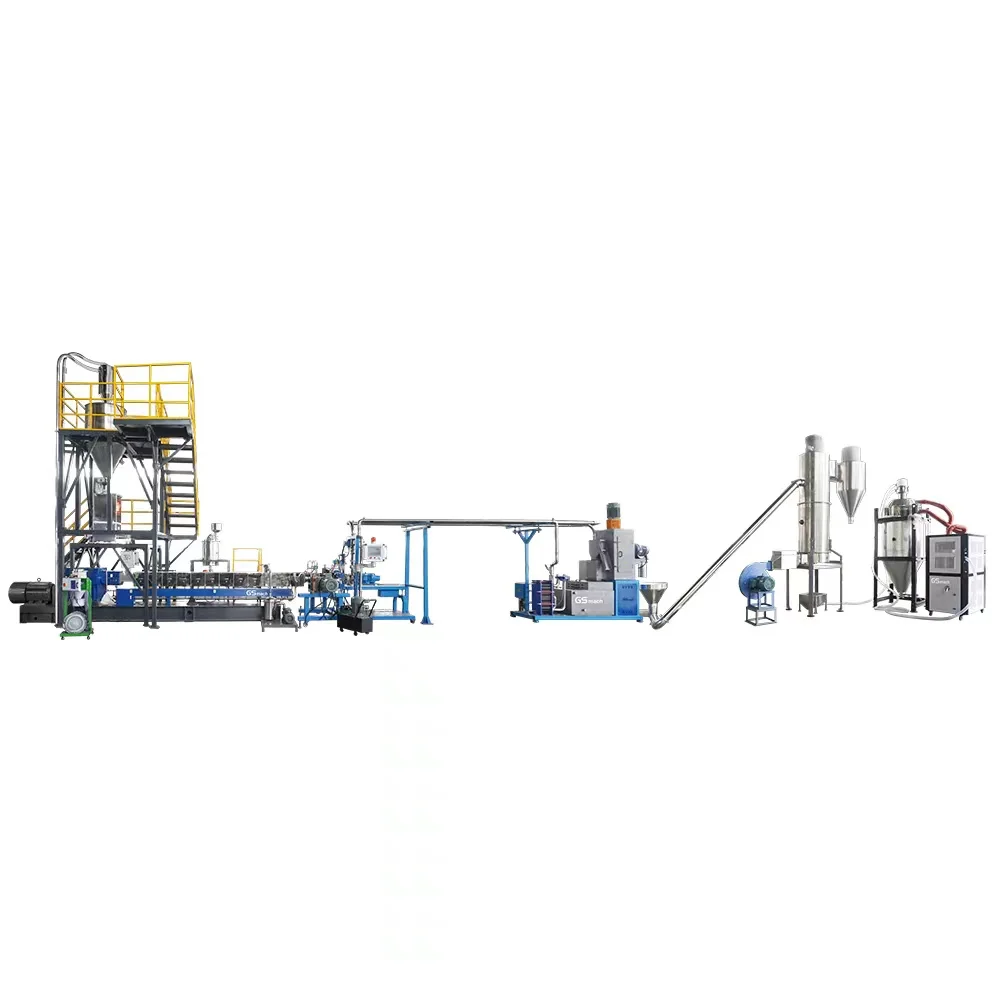
1) Вальцовый смеситель + Коническая принудительная подача + Экструдер с одиночной винтовой парой + Гранулирование водяным кольцом
Технические характеристики экструдера:
| ТИП | Диаметр винта (мм) | MЕСHАN | Производительность (кг/ч) |
| GS-100 | 100 | 35 | 200-300 |
| GS-120 | 120 | 55-75 | 400-600 |
| GS-150 | 150 | 110 | 800-1000 |
| GS-180 | 180 | 150 | 1000-1500 |
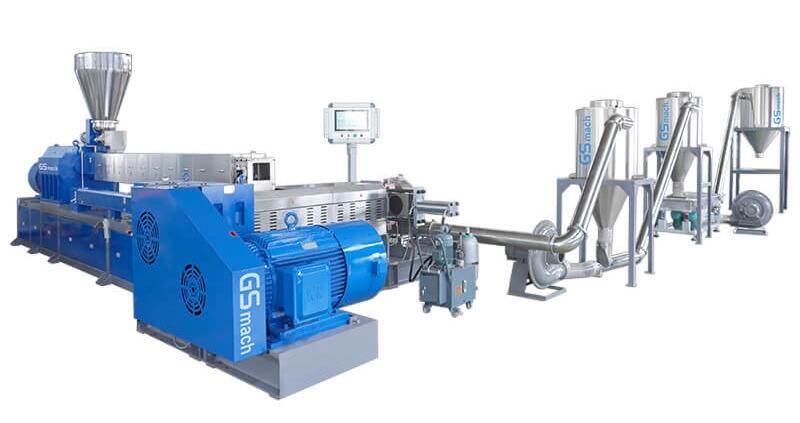
2) Смеситель + Экструдер с двумя винтами + Гранулирование водяным кольцом 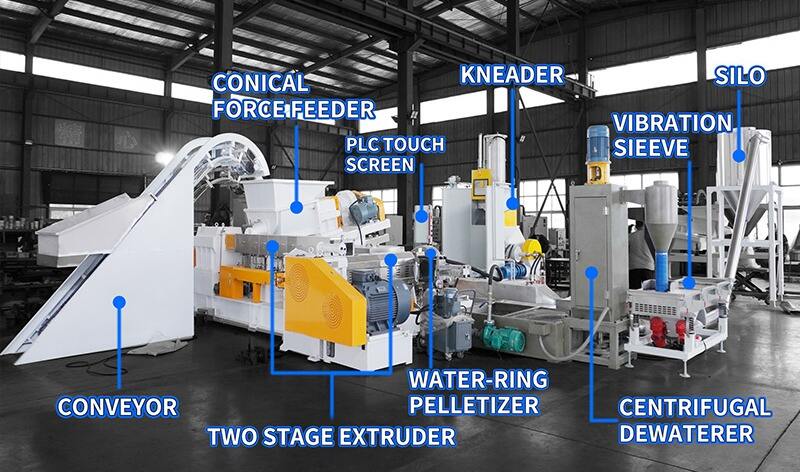
3) Дозирование по потере веса + Экструдер с двойным винтом + Пеллетизация водяным кольцом
Компаунды для изоляции перекрещиваемого ПЭ (КПЭ)
Полиэтилен использовался и по-прежнему используется как изоляция для кабелей, но, будучи термопластичным материалом, его применение ограничено тепловыми факторами. Сшивка улучшает свойства базового полимера при высоких температурах. Влияние сшивки заключается в том, чтобы препятствовать движению молекул относительно друг друга под воздействием тепла, что обеспечивает повышенную стабильность при высоких температурах по сравнению с термопластичными материалами. Это позволяет использовать более высокие рабочие температуры, как для нормальной нагрузки, так и при коротком замыкании, поэтому кабель с XLPE имеет большую токовую нагрузку, чем его аналог с ПВХ. XLPE обладает одними из лучших показателей водостойкости и низкой проницаемости.
Почти все полиэтиленовые компаунды с перекрёстными связями (XLPE) для применения в проводах и кабелях основаны на НДПЭ. Кабели с изоляцией из XLPE имеют номинальную максимальную температуру проводника 90 °C и аварийный режим до 140 °C, в зависимости от используемого стандарта. Они имеют температуру короткого замыкания проводника 250 °C. XLPE обладает отличными диэлектрическими свойствами, что делает его полезным для среднего напряжения - 10 до 50 кВ переменного тока, и высоковольтных кабелей - до 380 кВ переменного тока, и нескольких сотен кВ постоянного тока. 
(Система подводной грануляции экструдера XLPE 95 с двухвинтовым экструдером с системой потери веса Brabender)
Существует два типа XLPE:
Силановый XLPE для кабеля 10 кВ
Пероксидный XLPE для кабеля 35 кВ
Полупроводниковый слой совместим с этими двумя типами XLPE:
Силановый полупроводник
Пероксидный полупроводник
Все виды полупроводниковых компаундов могут быть произведены на одной и той же машине.
Силановый XLPE для кабеля 10 кВ
1) Базовая формула
Материал A: LLDPE/LDPE 98% + DCP 0.1% + Силан 1.5% + Антиокислитель
Материал B: LLDPE/LDPE 95.5% + DBTL 4% + Антиокислитель 0.5%
Смешать 95% материала A и 5% материала B для экструзии кабеля XLPE
2) Процесс
① Для материала A: дозирование по потере веса и высокооборотный экструдер с длинным соотношением L/D.
Необходима система сушки и упаковки под вакуумом.
② Для материала B: дозирование по потере веса и низкооборотный экструдер с соотношением L/D 40.
Пероксидный XLPE для кабеля 35 кВ
1) Базовая формула
LDPE + DCP + Антиокислитель
2) Процесс
Дозирование по потере веса.
Температура плавления должна быть очень хорошо контролируемой, чтобы избежать реакции DCP с полимером. Поэтому двухступенчатые экструдеры более подходят для этого типа смешивания.
Охлаждающая вода для системы гранулирования должна быть чистой, без каких-либо положительных и отрицательных ионов
Для этого требуется сушилка и система упаковки под вакуумом.
Пероксидные/силановые полупроводниковые компаунды
1) Базовая формула
ПЭ/ЭВА + углеродный порошок + ДЦП + Антиокислитель
2) Процесс
Та же машина может использоваться для всех типов полупроводников.
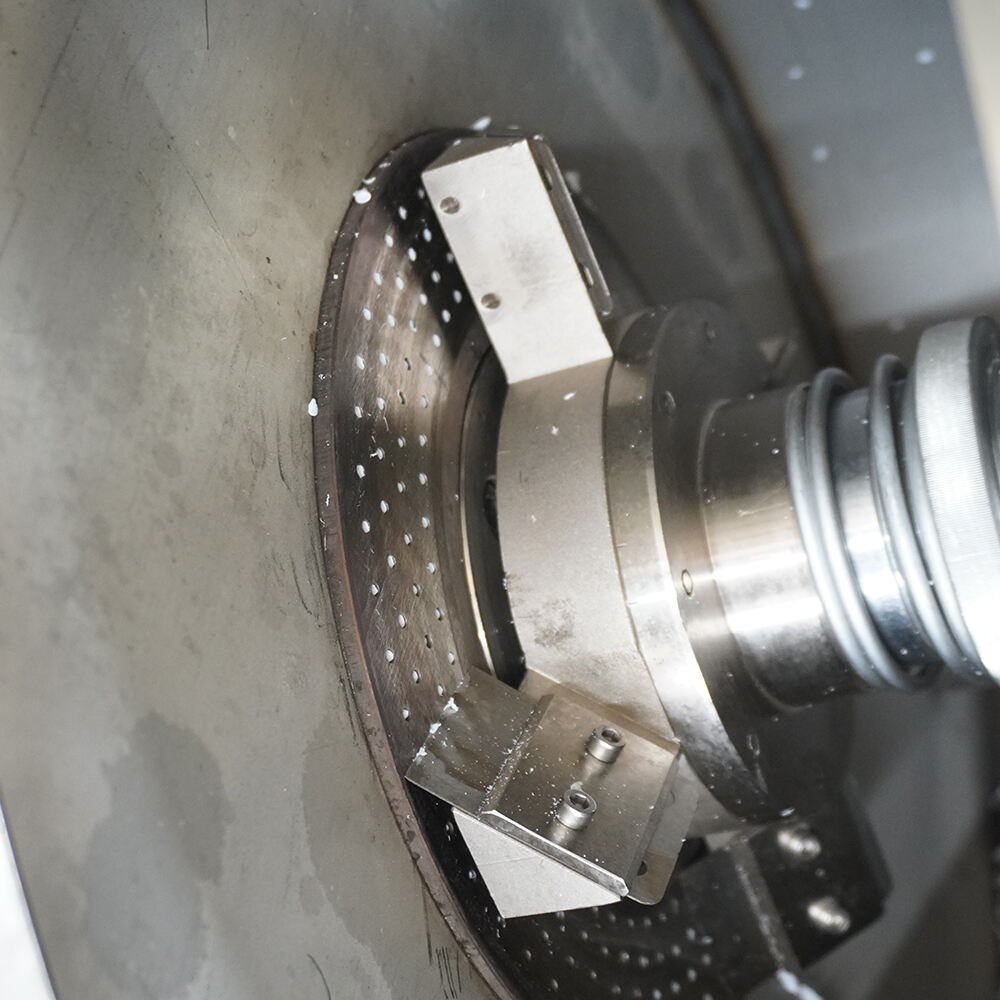
Месильная машина + коническое принудительное питание + одношнековый экструдер + воздушное охлаждение с гранулированием на выходе из матрицы.
Компаунды ПВХ для кабелей
Хлорвинил (ПВХ) — третий по объемам производства синтетический пластиковый полимер после полиэтилена и полипропилена. Он производится путем полимеризации мономера хлорвинила (MVC).
Низкая стоимость ПВХ, его биологическая и химическая стойкость, а также удобство обработки привели к широкому применению материала. Пластифицированный ПВХ часто используется как изоляция и оболочка электрических кабелей.
Базовая формула:
ПВХ 60% + ДОП 20% + Обожженная глина 10-20% + СаСО3 0-10% + Тепловой стабилизатор + Присадки
Тандемный экструдер для компаундирования ПВХ:
Первый этап — это коаксиальный параллельный двухшнековый экструдер для диспергирования и распределения.
Второй этап - это одношнековый экструдер для охлаждения и гранулирования.
Технические характеристики экструдера:
| ТИП | Мощность двигателя | Скорость вращения | Производительность (кг/ч) |
| GS50-100 | 37-55/22-45 | 500-600/60-90 | 200-300 |
| GS65-150 | 55-75/45-55 | 500-600/60-90 | 400-500 |
| GS75-180 | 75-132/75-90 | 500-600/60-90 | 600-800 |
| GS95-200 | 250-315/90-132 | 400-500/60-90 | 1000-1500 |
Безгалогенный огнезащитный (НГ-ЭП)
Безгалогенный огнезащитный состав (HFFR), низкодымный безгалогенный (LSOH), низкодымный и малотоксичный (LSF) - все эти названия связаны с составами, которые широко используются в изоляции кабелей. Эти составы обычно основаны на полиэтилене или сополимерах полиэтилена с добавлением минеральных наполнителей для придания огнезащитных свойств.
Базовая формула:
ПЭ 10% + ЭВА 30% + АТД порошок 55% + Присадка 5%
Два типа процесса:
1) Смеситель + Коническое принудительное подача + Винтовой экструдер + Одношнековый экструдер + Пневматическое охлаждение гранул при выходе из матрицы
Технические характеристики экструдера:
2) Подача по потере веса + Тройной винтовой экструдер + Одношнековый экструдер + Пневматическое охлаждение гранул при выходе из матрицы
Технические характеристики экструдера:
| ТИП | MЕСHАN | Диаметр винта (мм) | Производительность (кг/ч) |
| GS50-100 | 55 | 50.5/100мм | 200-300 |
| GS65-150 | 75 | 62.4/150мм | 400-500 |
| GS75-180 | 110 | 71/180мм | 600-800 |
| GS95-200 | 150 | 93/200мм | 1000-1500 |
Технические характеристики экструдера: (Экструдер с тремя винтами)
| ТИП | мощность | Диаметр винта (мм) | Производительность (кг/ч) |
| GS35 | 18.5-30 | 35 мм | 50-150 |
| GS52 | 75-90 | 52мм | 250-800 |
| GS65 | 90-160 | 65 мм | 500-1000 |
| GS75 | 132-250 | 75мм | 1000-1500 |
| GS95 | 200-315 | 95мм | 1500-2500 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Политика конфиденциальности