Domovská stránka > Produkt > Kompozícia > Stroj na zamiešanie káblov







Stroj na zmiestňovanie káblí z PVC/HFFR/XLPE/LSFH/LSZH/LSOH/LS0H je navrhnutý na výrobu vysoko kvalitných káblových zmesí. Tento stroj spracúva materiály ako PVC (Polyvinylchlorid), HFFR (Halogen-Free Flame Retardant), XLPE (Cross-Linked Polyethylene) a nízko dymné halogenové voľné (LSFH/LSZH/LSOH/LS0H) zmesi používané v izolácii a oblohe káblov. Vyšespečne vybavený presnými systémami miešania, tlačenia a extrúzie zabezpečuje rovnomerné rozšírenie prídavkov a protipožiarnej látky pre zvýšenú bezpečnosť, trvanlivosť a plynulosť konečného kábového produktu. Táto zmiestňovacia linka je ideálna na výrobu ekologickejších, ohnivzdorných a nízko dymných káblov široko používaných v stavebníctve, elektronike a doprave.

Je nejaký problém? Prosím, kontaktujte nás, aby sme vám mohli pomôcť!
DotazGSmach sa zaoberá poskytovaním pokročilých extrudérov pre všetky druhy kabelovej zmiešanej hmoty
Obsah
Zmiešaná hmota PE na izoláciu a obloženie
Križovo spojiteľná PE (XLPE) izolačná hmota
Silánová XLPE pre káble 10kV
Peroxidová XLPE pre káble 35kV
Peroxidové/Silánové polovodičové zmesi
PVC zmesi pre kábely
Voľná od halógenov plamenné zastavovače (HFFR)
Projekty / Zákazníci
Zmiešaná hmota PE na izoláciu a obloženie
Polyetilenové zloženia sú široko používané v drôtach a káblach na izolačné a obalové účely. Skutočne, polyetilenové zloženia patria medzi najbežnejšie formy plastu. Polyetilen je termoplastický polymer skladajúci sa z dlhých hydrocarbonskych reťazcov základného monomeru (C2H4) a naše PE zloženia sú všeobecne založené na polyetilene alebo ko-polymeroch polyetilenu, príslušne upravených podľa špecifikácií klienta.
Základná formula:
LDPE/LLDPE/MDPE/HDPE + farebný pigment/cierny uhlík 2-5% + prísady
Tri typy procesu:
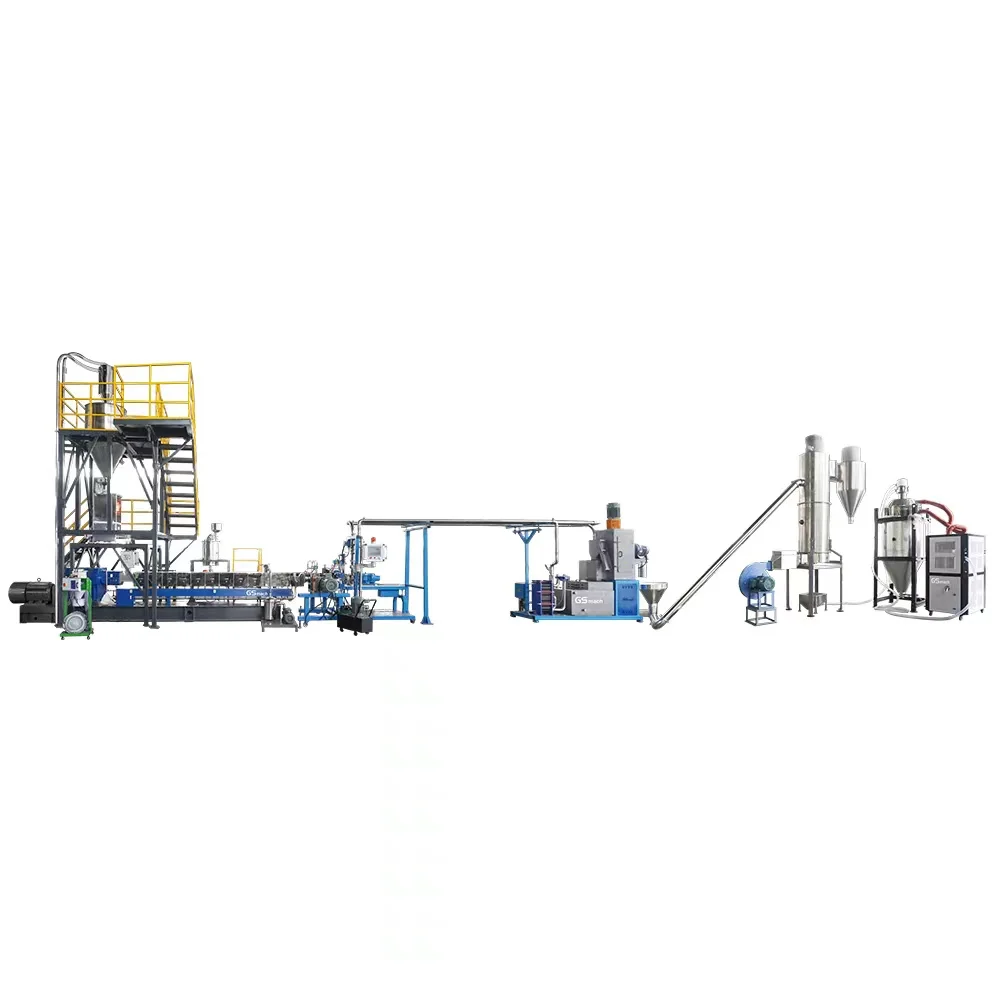
1) Kneader + Konické silné nakláňanie + Extrudér s jedným šroupom + Pelletizácia vodným kruhom
Technické špecifikácie extrudéra:
| TYP | Priemer šroubu (mm) | KNEADER | Výstup (kg/h) |
| GS-100 | 100 | 35 | 200 až 300 |
| GS-120 | 120 | 55-75 | 400-600 |
| GS-150 | 150 | 110 | 800-1000 |
| GS-180 | 180 | 150 | 1000-1500 |
2) Zmiešavač + Extrudér s dvojitým šrousom + Pelletizácia vodným kruhom 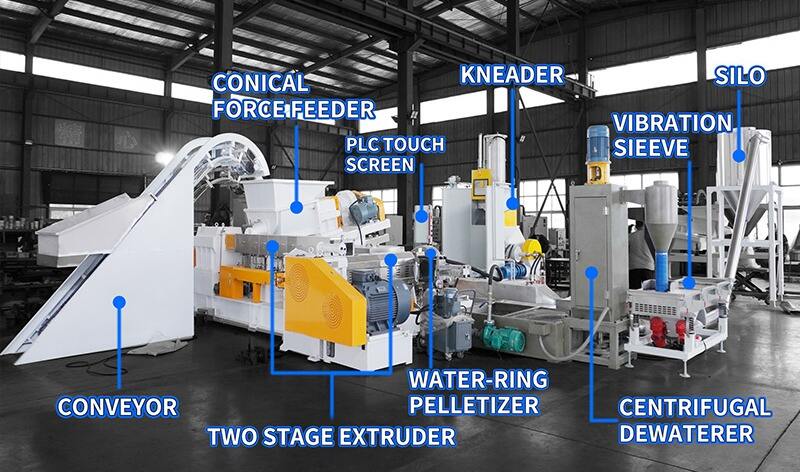
3) Dosávanie stratou hmotnosti + Dvojitý šroubový extrúzer + Pelletizácia vodným kruhom
Križovo spojiteľná PE (XLPE) izolačná hmota
Polyetén bol a stále sa používa ako izolačný materiál pre káble, ale ako termoplastický materiál sú jeho aplikácie obmedzené tepelnými ohraničeniami. Križové spojenie (crosslinking) zlepšuje vlastnosti základného polyméru pri vyšších teplotách. Efekt križového spojenia je potlačiť pohyb molekúl vo vzťahu k sebe navzájom za stimulácie teplom, čo poskytuje lepšiu stabilitu pri vyšších teplotách v porovnaní s termoplastickými materiálmi. To umožňuje vyššie prevádzkové teploty, oboje pre bežné zátěžové podmienky a pri krátkom spojení, takže kábel s XLPE má vyššiu prúdovú kapacitu než jeho ekvivalent z PVC. XLPE má jednu z najlepších vodných odolností a nízku prónikavosť.
Téměř všetky prekročiteľné polyetylenové zloženiny (XLPE) na použitie v káblových aplikáciách sú založené na LDPE. Káble s izoláciou XLPE majú maximálnu povoľovanú teplotu vodiča 90 °C a nouzové zatíženie až do 140 °C, podľa použitého štandardu. Majú rating na krátke obvody vodiča 250 °C. XLPE má vynikajúce dielektrické vlastnosti, čo ho robí užitočným pre stredné napätie - 10 až 50 kV AC, a vysoké napätie káble - až 380 kV AC - napätie, a niekoľko stoviek kV DC. 
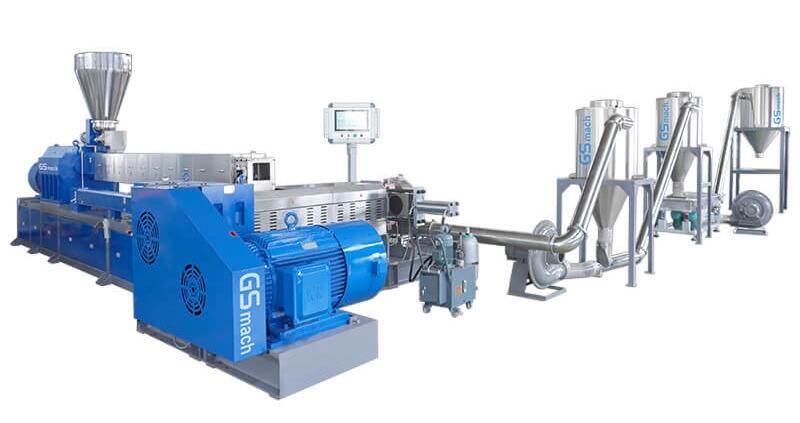
(XLPE 95 dvojitá šruba extrudér pod vodou peletizátor systém s váhovou systémom Brabender značky)
Existujú dva typy XLPE:
Silánová XLPE pre káble 10kV
Peroxidová XLPE pre káble 35kV
Polovodičová vrstva kompatibilná s týmito dvoma typmi XLPE:
Silánový polovodič
Peroxidový polovodič
Všetky druhy polovodičových zložiek môžu byť vyrobené rovnakou strojníckou jednotkou.
Silánová XLPE pre káble 10kV
1) Základný vzorec
Materiál A: LLDPE/LDPE 98% + DCP 0,1% + Silán 1,5% + Antioxidant
Materiál B: LLDPE/LDPE 95,5% + DBTL 4% + Antioxidant 0,5%
Zmiešajte 95% materiálu A a 5% materiálu B pre extrúziu káblov XLPE
2) Proces
① Pre materiál A: zásobenie s kontrolovaným ubytkom a extrúzor s vysokým krútením a dlhým pomerným L/D.
Je potrebné sušiacie zariadenie a systém na vakuumové balenie.
② Pre materiál B: zásobenie s kontrolovaným ubytkom a extrúzor s nízkym krútením a pomerným L/D 40.
Peroxidová XLPE pre káble 35kV
1) Základný vzorec
LDPE + DCP + Antioxidant
2) Proces
Zásobenie s kontrolovaným ubytkom.
Teplota tavenia musí byť veľmi pečlivo riadená, aby sa predišlo reakcii DCP s polymerom. Preto sú dvojstupňové extrúzory vhodnejšie pre tento druh kompozice.
Chladenie vody pre systém granulovania by malo byť čisté bez akýchkoľvek pozitívnych a negatívnych íonov
Tohto vyžaduje sušičku a systém vakuumového zabalenia.
Peroxidové/Silánové polovodičové zmesi
1) Základný vzorec
PE/EVA + uhlíkový prach + DCP + Antioxidant
2) Proces
Tú istú stroj poskytuje všetky druhy polovodičov.
Miesač + konické silné kŕmenie + jednoscrew extrudér + vzduchové chladiace umieranie pri granulovaní.
PVC zmesi pre kábely
Polyvinylchlorid je tretí najviac produkovaný syntetický plastický polymer, po polyethylenovi a polypropylenovi. Vyrábajú sa ho polymerizáciou monomeru vinylchloridu (VCM).
Nízka nákladovosť PVC, biologická a chemická odolnosť a pracovateľnosť spôsobili, že sa používa na širokú škálu aplikácií. Plastifikované PVC sa bežne používa ako izolácia a obaly elektrických káblov.
Základná formula:
PVC 60% + DOP 20% + Spálená hlina 10-20% + CaCO3 0-10% + Klimatický stabilizátor + Pridatky
Tandem Extruder pre PVC zloženie:
Prvá fáza je súbežná rovnobežná dvojscrew extrudér pre rozptyl a distribúciu.
Druhá fáza je jednoschrotovec na ochlodenie a granulovanie.
Technické špecifikácie extrudéra:
| TYP | Výkon motora | Rýchlosť otáčania | Výstup (kg/h) |
| GS50-100 | 37-55/22-45 | 500-600/60-90 | 200 až 300 |
| GS65-150 | 55-75/45-55 | 500-600/60-90 | 400 až 500 |
| GS75-180 | 75-132/75-90 | 500-600/60-90 | 600-800 |
| GS95-200 | 250-315/90-132 | 400-500/60-90 | 1000-1500 |
Voľná od halógenov plamenné zastavovače (HFFR)
Halogenovo voľný prevodivý materiál (HFFR), nízky dym bez halogenov (LSOH), nízky dym a plyn (LSF) sú všetky názvy spojené s kompozitmi, ktoré sa široko používajú v izolácii káblov. Tieto kompozity sú obvykle založené na polyetYLENe alebo ko-polymeroch polyetYLENu s pridánim minerálnych náplňových látek pre dodanie vlastností ohnevzdornosti.
Základná formula:
PE 10% + EVA 30% + ATH prášok 55% + Prísada 5%
Dva typy procesu:
1) Miesiac + Konické silné naklákanie + Dvojoschrotovec + Jednoschrotovec + Vzduchové ochladzovanie s granulovaním pri dievanej strane
Technické špecifikácie extrudéra:
2) Naklákanie s úbytkom hmotnosti + Trojoschrotovec + Jednoschrotovec + Vzduchové ochladzovanie s granulovaním pri dievanej strane
Technické špecifikácie extrudéra:
| TYP | KNEADER | Priemer schodu (mm) | Výstup (kg/h) |
| GS50-100 | 55 | 50.5/100mm | 200 až 300 |
| GS65-150 | 75 | 62.4/150mm | 400 až 500 |
| GS75-180 | 110 | 71/180mm | 600-800 |
| GS95-200 | 150 | 93/200mm | 1000-1500 |
Technické špecifikácie extrudera: (Trojnásobný šroubový extruder)
| TYP | sila | Priemer schodu (mm) | Výstup (kg/h) |
| GS35 | 18.5-30 | 35mm | 50-150 |
| GS52 | 75-90 | 52mm | 250-800 |
| GS65 | 90-160 | 65mm | 500 až 1000 |
| GS75 | 132-250 | 75mm | 1000-1500 |
| GS95 | 200-315 | 95mm | 1500-2500 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Zásady ochrany osobných údajov