







GSmach ofron linjë avancuar për pelletizim për të gjitha llojet e materialeve me mbushje.
Projektoni extruderrat për materiale me mbushje, sipas prodhimit,
formula dhe aplikimi final si kërkojeni.
Materiale me mbushje janë koncentraçione të CaCO3 ose Talc ose BaSO4 në bazë polimerike.

A ka një problem? Ju lutem, na kontaktoni për të u shërbyer!
KërkesëPërmbajtja
Formula Bazike
| Resina Bazë | Lloji i Fillër | shtesa |
| PP | CaCO3 55-85% | Vaks PE |
| PE | Talc 25-60% | Larg Oil |
| PS | BaSO4 40~70% | Larg oxidant |
Aplikimet
Grupet e plasmat me mbushje përdoren në injeksim, formim me fshirje, film (një larg ose shumë larg), larg dhe aplikime të bantave.
Ata ofrojnë ato avantatze:
a) Injeksim & formim me fshirje
Larg kostit të materialave të thjeshtë, sepse zakonisht janë më ekonomike se polimeret resine
Rritja e prodhimit për shkak të hysjeje më shpejt të formave të ngrefura
Larg kërkesës së grupave të ngjyrash
Larg rezistencës në drejtimin e ngrefjes, rritja e largfikimit dhe qetësisë
Përmirësimi i stabilitetit dimensional, zbatueshmeria dhe printueshmeria
Norma e shtimit të grupave të plasmat me mbushje në aplikimet e injektimeve & formimit me fshirje mund të jetë deri në 50%, por nivelat më zakonshme janë midis 5-30%.
b) Film, larg, sak, qese, rafia
Larg kostit të materialave të thjeshtë, sepse zakonisht janë më ekonomike se polimeret resine
Larg kërkesës së grupave të ngjyrash
Larg dhe efekt siqanjtë i kartulit
Larg dhe printueshmëri përmirësuara
Përmasa antiblokimi përmirësuara
Stabilitet bolla më të mirë
Rata e shtimit të FILLER masterbatches në aplikime film është 2-20 %.
c) Larg & Larg lindje
Antifibrillacion (e njohur gjithashtu si anti ndarje)
Larg kostit të materialave të thjeshtë, sepse zakonisht janë më ekonomike se polimeret resine
Larg kërkesës së grupave të ngjyrash
Larg më larg
Larg dhe printueshmëri përmirësuara
Përmasa antiblokimi përmirësuara
Larg dhe aftësi veshjeje përmirësuara
Larg dhe procesim më leht
Norma e shtimit e përbashkët FILLER në lenta është 3-8 %.
d) HDPE & PP Lloj dhe Trunk
Zëvendësimi i përbashkës shtonjesh me tonin e bardhë me degën e saj të larg
Larg kostit të materialave të thjeshtë, sepse zakonisht janë më ekonomike se polimeret resine
Larg më larg
Trunket e larg me koeficient më pak i frikcionit për të marrë parasysh më mirë blokimin e tyre
Të jetë më pak e mundur të jetë e thjeshtuar në temperaturë të ulëta për shkak të rezistencës së madhe në ftohte
Norma e shtimit e përbashkët FILLER në lenta është 5-30 %.
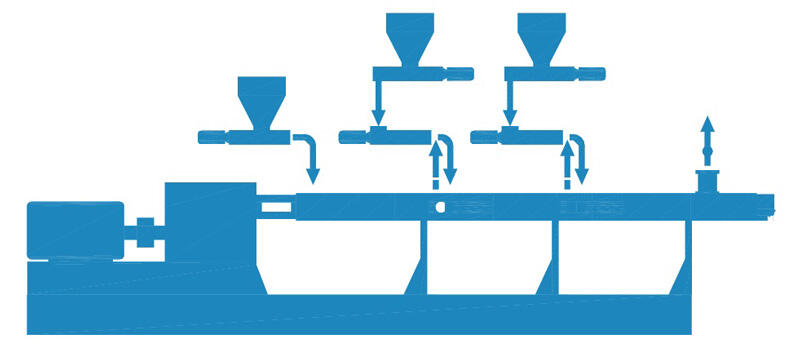
Procesimi i Përbashkëve të Plasmat
a) Sistemi i Sytimit
Ka dy sisteme të ndarjes:
Sistemi i largimit vëllorash
1. Peson materiale të rradhitur veçanërisht sipas formullës
2. Pastaj vendos gjithë materialin në mikser të larg për 5~10 minuta për zgjedhje
3.Largoni materialin në ngarkues spiral
4.Ngarkimi i materialit në trupën e sistemit volumik të ngarkimit
Sistemi i largimit me humbasë të peshës (automatik dhe me akuracijë larg)
1. Vendosni materialin e parë në katër depo në anën e fundit.
2. Lënduesi me vakuum do të lëndojë çdo komponent në silon e depozitimit.
3.Materiali rrëshqitës do të hidhet automatikisht në ngarkues loss-in-weight. Sistemi i ngarkimit
do të ngarkoj materialin përgjithmon pa lidhje në ekstruzor sipas rregullimit të formulës tuaj në HMI.




(Sistemi i ngarkimit loss-in-weight & Ngarkues i Fortë dhe Anëtar)
b) Përquajmjet Teknik të Ekstruzorit
Larg nga aplikimi juaj dhe dalja, ka shumë zgjedhje të ndryshme për ekstruzor.
Extrudër Skru Twin
| Lloji | Diametër Skruajtës (mm) | Forca (KW) | Sasi (kg/h) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
Extrudër Skru Twin
| Lloji | Diametër Skruajtës (mm) | força(kw) | shpejtësi shkruri (rpm) | Rezultati (kg/orë) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Mikser + Ekstruzor me Skruri Larg
| Modeli | KNEADER | Forca e Largt (KW) | Diametri i Skruar | L/D | Dalja |
| GSD100 | 35L | 55kw | 100mm | 16-22:1 | 100~200kg/orë |
| GSD120 | 55L | 75KW | 120mm | 16-22:1 | 200~300kg\/h |
| GSD120 | 75L | 110 kW | 120mm | 16-22:1 | 300~500kg/orë |
| GSD150 | 110L | 160KW | 150mm | 16-22:1 | 600~800kg/orë |
| GSD180 | 150L | 220KW | 180 mm | 16-22:1 | 800~1200kg/orë |
Mikser + Ekstruzor me dy vijë
| Modeli | Makina kryesore | KNEADER | Larg (kg/orë) | |
| GS50/100 | Ekstrudhër me dy shkrumbinj GS50 | 55L | ||
| Ekstrudhër me një shkrumbinj GS100 | 60~90 | |||
| GS65/150 | Ekstrudhër me dy shkrumbinj GS65 | 75L | 500~600 | 400~600kg\/h |
| Ekstrudhër me një shkrumbinj GS150 | 60~90 | |||
| GS75/180 | Ekstrudhër me dy shkrumbinj GS75 | 110L | 500~600 | 600~800kg/orë |
| EKSTRUZION GS180 ME SPIRAL JASHTME | 60~90 | |||
| GS95\/200 | Ekstrudër me dy shkrumbra GS95 | 150L | 400~500 | 1000~1500KG\/orë |
| Ekstrudër me një shkrumbër GS200 | 60~90 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Politika e Largimit të Linqeve