
Početna strana > Proizvod > Komponovanje > Napunjivački Masterbatch







GSmach nudi napredne linije za granulisanje za sve vrste punjačkih masterbatch-a.
Dizajniramo ekstrudere za punjačke masterbatch-e prema izlazu,
formuli i konačnoj primeni po vašem zahtevu.
Punjački masterbatch-ovi su koncentrati CaCO3 ili Talc ili BaSO4 u polimernom baznom materijalu.

Да ли постоји проблем? Молимо вас контактирајте нас да вам служимо!
upitSadržaj
Osnovna formula
| Bazeni rezin | Tip napunjivača | dodaci |
| PP | CaCO3 55-85% | PE cera |
| PE | Talc 25-60% | Bela ulja |
| ПС | BaSO4 40~70% | Antioxidant |
Primene
Napunjivačke masterbatch-ove se koriste u inžekciji, fuj-metanju, filmu (jednoslojni ili višeslojni), listovima i trasi.
Ponude sledeće prednosti:
a) Inžekcija & fuj-metan
Niži troškovi sirovina, jer su obično jeftiniji od polimerne čvrste tvari
Povećan izlaz zbog bržeg hlađenja forme
Smanjenje potrebe za masterbatch-om boje
Veća otpornost na toplinsku deformaciju, veća čvrstoća i krutost
Unapređena dimenziona stabilnost, spojivost i štampački karakteristike
Stopa dodavanja NAPUNJIVAČKIH masterbatch-a u inžekciji i fuj-metanju može biti do 50 %, međutim, najčešći nivoi su između 5-30 %.
b) Film, list, torbe, vreće, rafovski
Niži troškovi sirovina, jer su obično jeftiniji od polimerne čvrste tvari
Smanjenje potrebe za masterbatch-om boje
Veća čvrstoća, efekat poput papira
Poboljšana spajiva i štampanja
Poboljšana antiblokirajuća svojstva
Bolja stabilnost buba
Stopa dodavanja FILLER masterbatch-a u filmske primene je 2-20 %.
c) PE & PP trake
Antifibrilacija (takođe poznata kao anti rasijanje)
Niži troškovi sirovina, jer su obično jeftiniji od polimerne čvrste tvari
Smanjenje potrebe za masterbatch-om boje
Veća čvrstoća
Poboljšana spajiva i štampanja
Poboljšana antiblokirajuća svojstva
Poboljšana sposobnost pletenja
Lakše procesiranje
Obična stopa dodavanja FILLER masterbatch-eva u trake je 3-8 %.
d) HDPE & PP Čevovi
Zamenjuje se skupi beli masterbatch njegovim visokim stepenom bijele boje
Niži troškovi sirovina, jer su obično jeftiniji od polimerne čvrste tvari
Veća čvrstoća
Glatke cevove sa nižim koeficijentom trenja kako bi se bolje sprečilo blokiranje
Manje verovatno da postane hrušćavo u niskim temperaturama zahvaljujući odličnoj otpornosti na hlad
Obična stopa dodavanja FILLER masterbatch-eva u trake je 5-30 %.
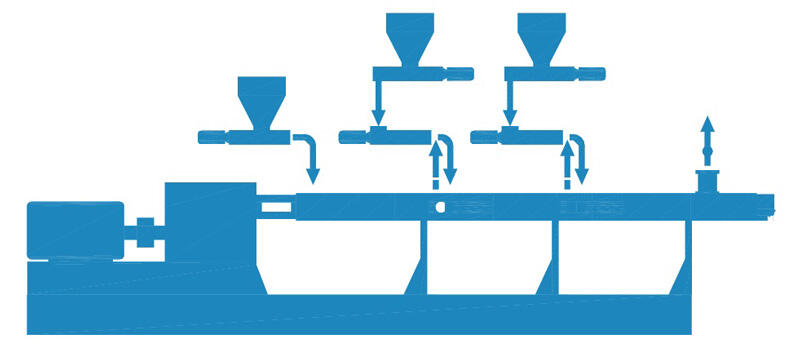
Procesiranje Filler Masterbatch-a
a) Sistem za opremu
Postoji dva sistema za štednju hrane:
Volumetrički sistem zaхранеnja
1. Težinsko merenje sirovina posebno prema formuli
2. Zatim stavite sve materijale u visoke brzine mesalac za mesanje 5~10 minuta
3.Ispusti materijal u spiralni učitivač
4.Učitavanje materijala u siloz volumetričkog davača
Sistem sa smanjenom težinom (automatski i sa većom tačnošću)
1. Stavite sirovinu u svaki rezervoar na tlu.
2. Vakuumski učitavač će preneti svaki sastojak u čuvanje silos.
3.Sirovi materijal će automatski pasti u davač sa gubitkom težine. Sistem davanja
će davati materijal zasebno u ekstruder prema postavkama formule na HMI.




(Sistem davanja sa gubitkom težine & Bočni snagovni davač)
b) Tehnički specifikacije ekstrudera
Prema vašoj primeni i izlazu, postoje mnoge različite opcije za ekstrudere.
Dvoškrpni ekstruder
| Tip | Prečnik šrauba (mm) | Snaga (kw) | Količina (kg/h) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
Dvoškrpni ekstruder
| Tip | Prečnik šrauba (mm) | snaga(kw) | Brzina škrube (okr/min) | Izlaz (kg/h) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Mešač + Ekstruder jednog štapa
| Model | KNEADER | Snaga mešača (KW) | Prečnik šrafa | Л/Д | Izlaz |
| GSD100 | 35L | 55kw | 100mm | 16-22:1 | 100~200kg/h |
| GSD120 | 55L | 75KW | 120mm | 16-22:1 | 200~300kg/h |
| GSD120 | 75l | 110kw | 120mm | 16-22:1 | 300~500kg/h |
| GSD150 | 110L | 160kW | 150mm | 16-22:1 | 600~800kg/h |
| GSD180 | 150 л | 220KW | 180mm | 16-22:1 | 800~1200kg/h |
Mešač + dvojni škriljasti ekstruder
| Model | Главна машина | KNEADER | Izlaz (kg/h) | |
| GS50/100 | GS50 Dvojni škriljasti ekstruder | 55L | ||
| GS100 Jednoškriljasti ekstruder | 60~90 | |||
| GS65/150 | GS65 Dvojni škriljasti ekstruder | 75l | 500~600 | 400~600kg/h |
| GS150 Jednoškrpni Ekstruder | 60~90 | |||
| GS75/180 | GS75 Dvoškrpni Ekstruder | 110L | 500~600 | 600~800kg/h |
| GS180 JEDNOSKIČNA EKSTRUDER | 60~90 | |||
| GS95/200 | GS95 Dvoškrpni Ekstruder | 150 л | 400~500 | 1000~1500KG/H |
| GS200 Jednoškrpni ekstruder | 60~90 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Pravila o privatnosti