
Hemsida > Produkten > Sammansättning > Fyllnadsämnesmästerbatch







GSmach tillhandahåller en modern pelletiseringslinje för alla typer av fyllmedelsmasterbatch.
Vi utformar extruderna för fyllmedelsmasterbatch baserat på utskrift,
formler och slutlig tillämpning enligt ditt begäran.
Fyllmedelsmasterbatch är koncentrat av CaCO3 eller Talc eller BaSO4 i en polymerbas.

Finns det ett problem? Vänligen kontakta oss för att hjälpa dig!
FörfråganInnehållsförteckning
Den Grundläggande Formeln
| Basresin | FyllnadsTyp | Tillsatser |
| PP | CaCO3 55-85% | PE vax |
| PE | Talc 25-60% | Vit Olja |
| PS | BaSO4 40~70% | Antioxidant |
Tillämpningar
Fyllningsmasterbatcher används i injektion, blåsmoldning, film (en lag eller flera lager), platta och band tillämpningar.
De erbjuder följande fördelar:
a) Injektion & blåsmoldning
Lägre råmaterialskostnad, eftersom de vanligtvis är mer ekonomiska än polymerresiner
Ökad utskrift på grund av snabbare formkyla
Minskning av krav på färgmasterbatch
Högre motstånd mot värmetvängning, högre stelhet och styvhet
Förbättrad dimensionsstabilitet, svetsbarhet och tryckbarhet
Tilläggsgraden av FILLER masterbatcher i injektions- och blåsmoldningsapplikationer kan gå upp till 50 %, men de vanligaste nivåerna ligger mellan 5-30 %.
b) Film, platta, säckar, påsar, raffia
Lägre råmaterialskostnad, eftersom de vanligtvis är mer ekonomiska än polymerresiner
Minskning av krav på färgmasterbatch
Högre stelhet, pappersliknande effekt
Förbättrad svetsbarhet och tryckbarhet
Förbättrade anti-block egenskaper
Bättre bubbels stabilitet
Tilläggsfrekvensen av FILLER masterbatches i filmapplikationer är 2-20 %.
c) PE & PP band
Antifibrillation (också känd som anti splittring)
Lägre råmaterialskostnad, eftersom de vanligtvis är mer ekonomiska än polymerresiner
Minskning av krav på färgmasterbatch
Högre stelhet
Förbättrad svetsbarhet och tryckbarhet
Förbättrade anti-block egenskaper
Förbättrad vävningseffektivitet
Lättare bearbetning
Vanligt tillägg av FILLER masterbatches i band är 3-8 %.
d) HDPE & PP Rör
Ersättning av dyrt vit masterbatch med dess höga grad av vithet
Lägre råmaterialskostnad, eftersom de vanligtvis är mer ekonomiska än polymerresiner
Högre stelhet
Slipriga rör med lägre friktionskoefficient för att bättre förebygga blockeringar
Mindre sannolikhet att bli sprickig vid låg temperatur tack vare dess utmärkta kallmotstånd
Vanligt tillägg av FILLER masterbatches i band är 5-30 %.
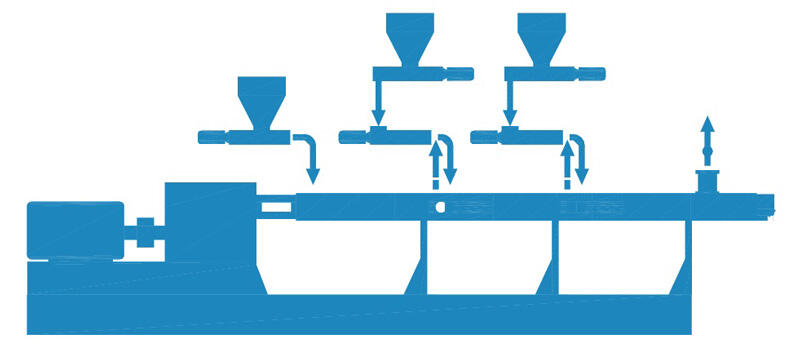
Bearbetning av Filler Masterbatch
a) Matningssystem
Det finns två matningssystem:
Volymmatningssystem
1. Väg råmaterialen separat enligt formeln
2. Lägg sedan allt material i en höghastighetsblandare för blandning i 5~10 minuter
3.Avskicka materialet till spiralbelastare
4.Ladda materialet i hopperten för volymisk matningsenhet
Viktminskningsmatningssystem (automatiskt och högre noggrannhet)
1. Placera råmaterialen i var sin tank på marken.
2. Vakuumladdaren kommer att transportera varje komponent till lagringskulan.
3.Råmaterialet kommer att ramla in i loss-in-weight-matningsenheten automatiskt. Matningssystemet
kommer att mata ut materialet separat till extruderaren enligt din formelinställning på HMI:n.




(Loss-in-weight-matningssystem & Side Force Feeder)
b) Tekniska specifikationer för extruder
Enligt ditt syfte och utbyte finns det många olika val av extruderare.
Tvåskruvsextruder
| TYP | Skruv diameter (mm) | Effekt (KW) | Kvantitet (kg/h) |
| GS20 | 21.7 | 4 | 5~15 |
| GS25 | 26 | 11 | 5~55 |
| GS35 | 35.6 | 15 | 10~40 |
| GS50 | 50.5 | 55 | 120~200 |
| GS52 | 51.4 | 90 | 270~450 |
| GS65 | 62.4 | 90 | 255~400 |
| GS75 | 71 | 132 | 450~750 |
| GS95 | 93 | 315 | 950~1600 |
| GS135 | 133 | 750 | 2250~3750 |
Tvåskruvsextruder
| TYP | Skruv diameter (mm) | effekt(kw) | Skruvsnurr hastighet (omg/min) | utmatning (kg/h) |
| GS36 | 36 | 18.5-30 | 400-600 | 50-150 |
| GS52 | 52 | 75-90 | 400-600 | 250-800 |
| GS65 | 65 | 90-160 | 400-600 | 500-1000 |
| GS75 | 75 | 132-250 | 400-600 | 1000-1500 |
| GS95 | 95 | 200-315 | 400-600 | 1500-2500 |
Kneader + Enskruvsextruderare
| Modell | KNEADER | Kneaderkraft (KW) | Skruv diameter | L/D | Utgång |
| GSD100 | 35 l | 55 kW | 100mm | 16-22:1 | 100~200kg/h |
| GSD120 | 55 l | 75KW | 120mm | 16-22:1 | 200~300kg/h |
| GSD120 | 75 l | 110 kW | 120mm | 16-22:1 | 300~500kg/h |
| GSD150 | 110L | 160kW | 150mm | 16-22:1 | 600~800kg/h |
| GSD180 | 150 l | 220 kW | 180mm | 16-22:1 | 800~1200kg/h |
Kneader + Twin Screw Extruder
| Modell | Huvudmaskin | KNEADER | Utgång ((kg/h) | |
| GS50/100 | GS50 Tvåskruvsextruder | 55 l | ||
| GS100 Enskruvsextruder | 60~90 | |||
| GS65/150 | GS65 Tvåskruvsextruder | 75 l | 500~600 | 400~600KG/H |
| GS150 Enskruvsextruder | 60~90 | |||
| GS75/180 | GS75 Dubbelskruvsextruder | 110L | 500~600 | 600~800kg/h |
| GS180 ENSKRUVMASKIN | 60~90 | |||
| GS95/200 | GS95 Tvåskruvsextruderare | 150 l | 400~500 | 1000~1500KG/H |
| GS200 Enskruvsextruderare | 60~90 |
Upphovsrätt © Nanjing GSmach Equipment Co., Ltd. Alla rättigheter förbehålls - Integritetspolicy