
PVC/HFFR/XLPE/LSFH/LSZH/LSOH/LS0H-kabelblandningsmaskinen är utformad för att producera högkvalitativa kabelblandningar. Denna maskin bearbetar material som PVC (Polyvinylklorid), HFFR (Halogenfri Brandskydd), XLPE (Korslänkad Polyetylen) och lågsmo halogenfria (LSFH/LSZH/LSOH/LS0H) blandningar som används i kabelisering och -omslag. Utrustad med precisa blandningssystem, knådning och extrusion säkerställer den jämn fördelning av tilläggsmaterial och brandskyddande ämnen för förbättrad säkerhet, hållbarhet och flexibilitet hos det slutliga kabelprodukten. Denna blandningslinje är ideal för att producera miljövänliga, brandsäkra och lågsmo kabel som används i byggbranschen, elektronik och transport.

Finns det ett problem? Vänligen kontakta oss för att hjälpa dig!
FrågaGSmach är dedikerad till att tillhandahålla avancerade extruder för alla typer av kabelblandning
Innehållsförteckning
PE Isolering och Skivningsblandning
Korslänkbar PE (XLPE) Isoleringsblandning
Silan-XLPE för 10kV-kabel
Peroxid-XLPE för 35kV-kabel
Peroxid/Silan Halvledarblandning
PVC-blandningar för kabel
Halogenfri brandretardant (HFFR)
Projekt/Kunder
PE Isolering och Skivningsblandning
PE-sammansättningar används vid flätning och kablar för isolerings- och skrovningsändamål. Faktiskt är polyetylen sammansättningar bland de vanligaste formerna av plast. Polyetylen är en termoplastisk polymer som består av långa hydrokarbonkedjor av basmonomern (C2H4) och våra PE-sammansättningar baseras generellt på polyetylen eller co-polymerer av polyetylen, lämpligt modifierade enligt klientens specifikationer.
Grundformel:
LDPE/LLDPE/MDPE/HDPE + färgpigment/svartkol 2-5% + tilläggsmaterial
Tre typer av process:
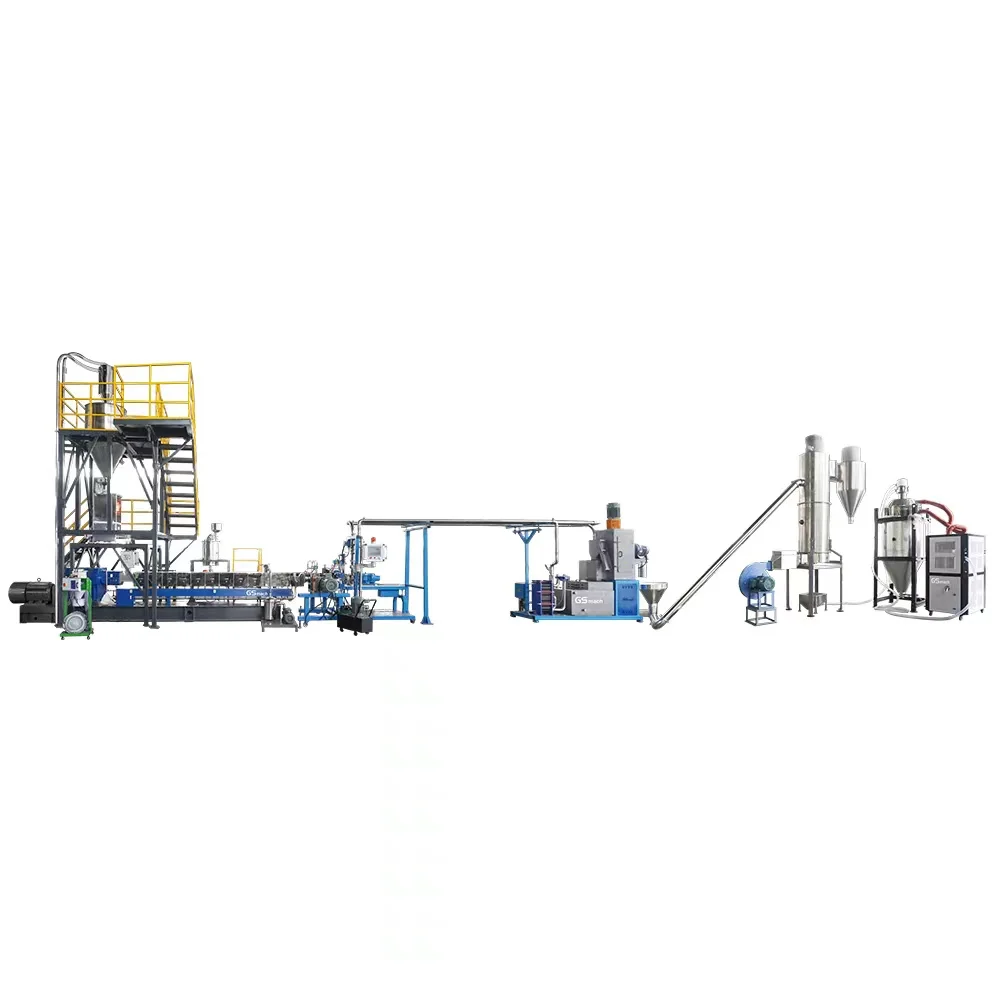
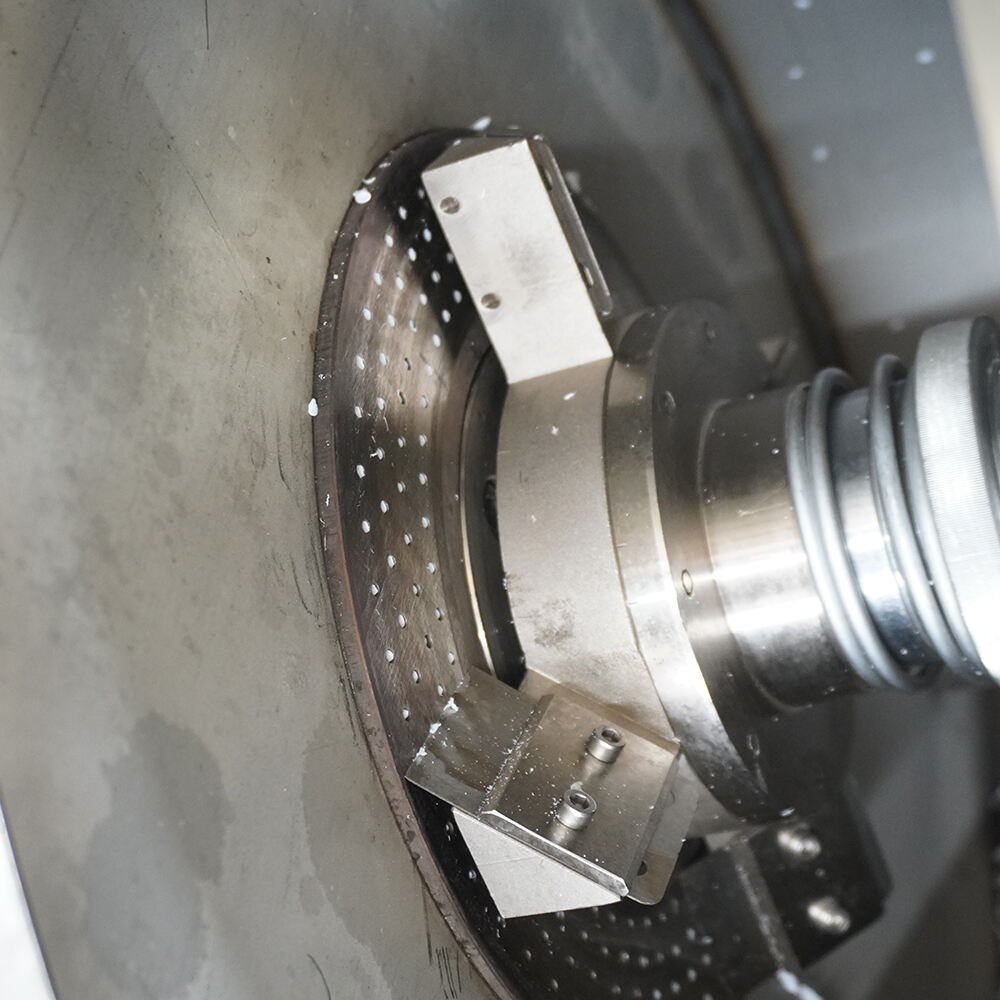
1) Kneader + Koniskt tvångsförsnitt + Enskruvsextruder + Vattenringpelletisering
Tekniska specifikationer för extruder:
| TYP | Skruv diameter (mm) | KNEADER | Utgång ((kg/h) |
| GS-100 | 100 | 35 | 200-300 |
| GS-120 | 120 | 55-75 | 400-600 |
| GS-150 | 150 | 110 | 800-1000 |
| GS-180 | 180 | 150 | 1000-1500 |
2) Blandare + Dubbel-skruvsextruder + Vattenringpelletisering 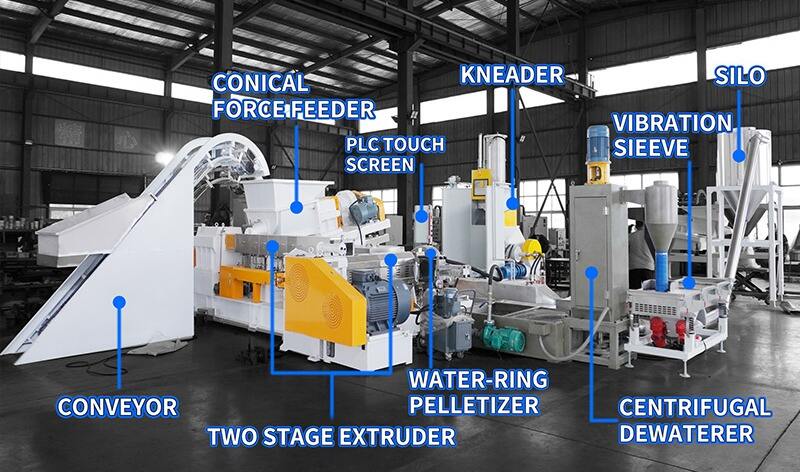
3) Förlust-i-vikt Matning + Dubbel Skruvextruder + Vattenring Pelletisering
Korslänkbar PE (XLPE) Isoleringsblandning
Polyetilen har använts och används fortfarande som kabelförvaringsmaterial, men som ett termoplastiskt material är dess tillämpningar begränsade av termiska faktorer. Korslänkning förbättrar högtemperaturegenskaperna hos baspolymeren. Effekten av korslänkningen är att hindra rörelsen av molekyler med avseende på varandra under värmeinverkan, vilket ger förbättrad stabilitet vid höga temperaturer jämfört med termoplastiska material. Detta möjliggör högre driftstemperaturer, både för normal belastning och under kortslutsförhållanden, så att en XLPE-kabel har en högre strömkapacitet än dess motsvarighet i PVC. XLPE har ett av de bästa vattenmotstånden och låga permeabilitetsförmågorna.
Nästan alla korslänkbara polyetylenblandningar (XLPE) för kablar och ledningsapplikationer bygger på LDPE. XLPE-isolerade kabel har en maximal bedömd ledningstemperatur på 90 °C och en nödsituationstillämpning upp till 140 °C, beroende på vilken standard som används. De har en kortslutningsbedömning för ledningen på 250 °C. XLPE har utmärkta dielektriska egenskaper, vilket gör det användbart för mediumspänningskablar - 10 till 50 kV AC, och högvolt-kablar - upp till 380 kV AC-spänning, och flera hundra kV DC. 
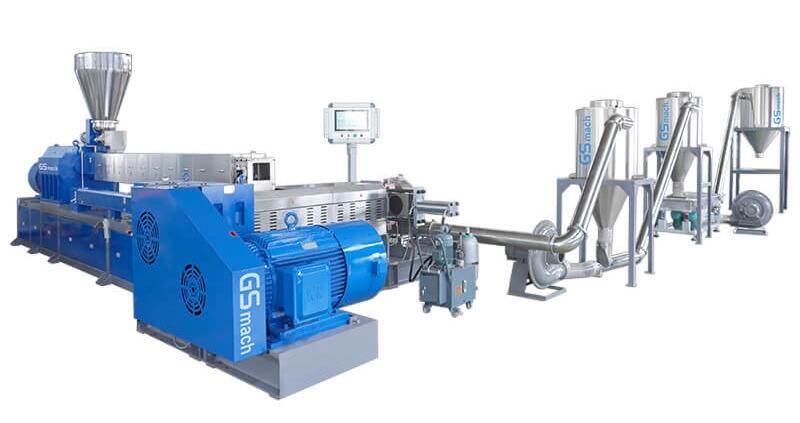
(XLPE 95 tvåskruvsextruder under vattnet pelletizer system med Brabender märke viktminskningssystem)
Det finns två typer av XLPE:
Silan-XLPE för 10kV-kabel
Peroxid-XLPE för 35kV-kabel
Halvledarskikt kompatibelt med dessa två typer av XLPE:
Silan-halvledare
Peroxid-halvledare
Alla slags halvledarsammansättningar kan produceras av samma maskin.
Silan-XLPE för 10kV-kabel
1) Grundformel
Material A: LLDPE/LDPE 98% + DCP 0.1% + Silan 1.5% + Antioxidant
Material B: LLDPE/LDPE 95.5% + DBTL 4% + Antioxidant 0.5%
Blanda 95% av material A och 5% av material B för XLPE-kabelextrusionen
2) Process
① För material A: viktbasert dosering och hög-torque-extruder med lång L/D.
Behöver en torrare och vakuumförpackningssystem.
② För material B: viktbasert dosering och låg-torque-extruder med 40 L/D.
Peroxid-XLPE för 35kV-kabel
1) Grundformel
LDPE + DCP + Antioxidant
2) Process
Viktbasert dosering.
Smälttemperaturen bör kontrolleras mycket noggrant för att undvika att DCP reagerar med polymeren. Därför är tvåstegsextrudrar mer lämpliga för detta slag av kompounding.
Kylvattnet för pelletiseringsystemet bör vara rent utan några positiva och negativa ioner
Detta kräver en torrare och vakuumförpackningssystem.
Peroxid/Silan Halvledarblandning
1) Grundformel
PE/EVA + kolpulver + DCP + Antioxidant
2) Process
Samma maskin kan användas för alla typer av halvledare.
Knådare + koniskt tvingande + enskruvsextruder + luftkylning vid die-pelletisering.
PVC-blandningar för kabel
Polyvinylklorid är det tredje mest producerade syntetiska plastpolymeren, efter polyetilen och polypropylen. Det produceras genom polymerisering av vinylkloridmonomer (VCM).
PVC:s relativt låga kostnad, biologiska och kemiska motstånd och arbetsbarhet har resulterat i att det används för en bred mängd tillämpningar. Plasticiserat PVC används vanligtvis som isolering och mantel på elektriska kablar.
Grundformel:
PVC 60% + DOP 20% + Bränt ler 10-20% + CaCO3 0-10% + Värme stabilisator + Additiv
Tandemextruder för PVC-blandning:
Den första fasen är en samroterande parallell tvåskruvsextruder för dispersion och distribution.
Den andra fasen är en enkel skruvextruder för kylning och granulering.
Tekniska specifikationer för extruder:
| TYP | Motoreffekt | Rotationshastighet | Utgång ((kg/h) |
| GS50-100 | 37-55/22-45 | 500-600/60-90 | 200-300 |
| GS65-150 | 55-75/45-55 | 500-600/60-90 | 400-500 |
| GS75-180 | 75-132/75-90 | 500-600/60-90 | 600-800 |
| GS95-200 | 250-315/90-132 | 400-500/60-90 | 1000-1500 |
Halogenfri brandretardant (HFFR)
Halogenfritt branddämpningsmedel (HFFR), låg rök noll halogen (LSOH), låg rök och gasutveckling (LSF) är alla namn som är kopplade till sammansättningar som används omfattande i kabelförskning. Dessa sammansättningar baseras vanligtvis på polyetilen eller ko-polymerer av polyetilen med tillägg av mineralfyllmedel för att ge branddämpande egenskaper.
Grundformel:
PE 10% + EVA 30% + ATH-pulver 55% + Additiv 5%
Två typer av process:
1) Kneader + Koniskt tvångsförsnitt + Dubbel skruvextruder + Enskruvextruder + Luftkyldning vid die ansikte granulering
Tekniska specifikationer för extruder:
2) Viktförlustförsnitt + Trippelskruvextruder + Enskruvextruder + Luftkyldning vid die ansikte granulering
Tekniska specifikationer för extruder:
| TYP | KNEADER | Skruvdiameter (mm) | Utgång ((kg/h) |
| GS50-100 | 55 | 50.5/100mm | 200-300 |
| GS65-150 | 75 | 62.4/150mm | 400-500 |
| GS75-180 | 110 | 71/180mm | 600-800 |
| GS95-200 | 150 | 93/200mm | 1000-1500 |
Tekniska specifikationer för extruder: (Triple Screw Extruder)
| TYP | ström | Skruvdiameter (mm) | Utgång ((kg/h) |
| GS35 | 18.5-30 | 35 mm | 50-150 |
| GS52 | 75-90 | 52 mm | 250-800 |
| GS65 | 90-160 | 65mm | 500-1000 |
| GS75 | 132-250 | 75 mm | 1000-1500 |
| GS95 | 200-315 | 95mm | 1500-2500 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Integritspolicy