
The PVC/HFFR/XLPE/LSFH/LSZH/LSOH/LS0H Cable Compounding Machine is designed for producing high-quality cable compounds. This machine processes materials such as PVC (Polyvinyl Chloride), HFFR (Halogen-Free Flame Retardant), XLPE (Cross-Linked Polyethylene), and low-smoke halogen-free (LSFH/LSZH/LSOH/LS0H) compounds used in cable insulation and sheathing. Equipped with precise mixing, kneading, and extrusion systems, it ensures uniform dispersion of additives and flame retardants for enhanced safety, durability, and flexibility of the final cable product. This compounding line is ideal for producing environmentally friendly, fire-resistant, and low-smoke cables widely used in construction, electronics, and transportation.

GSmach is committed to providing advanced extruder for all kind of cable compounding
Table of Contents
PE Insulation and Sheathing Compound
Crosslinkable PE (XLPE) Insulation Compounds
Silane XLPE for 10kV Cable
Peroxide XLPE for 35kV Cable
Peroxide/Silane Semiconductor Compounds
PVC Compounds for Cable
Halogen Free Flame Retardant (HFFR)
Projects / Clients
PE Insulation and Sheathing Compound
PE compounds are widely used in wires and cables for insulation and sheathing purposes. In fact, polyethylene compounds are among the most common forms of plastics. Polyethylene is a thermoplastic polymer consisting of long hydrocarbon chains of the base monomer (C2H4) and our PE compounds are generally based on polyethylene or co-polymers of polyethylene suitably modified to client specifications.
Basic Formula:
LDPE/LLDPE/MDPE/HDPE + color pigment/carbon black 2-5% + additives
Three Types of Process:
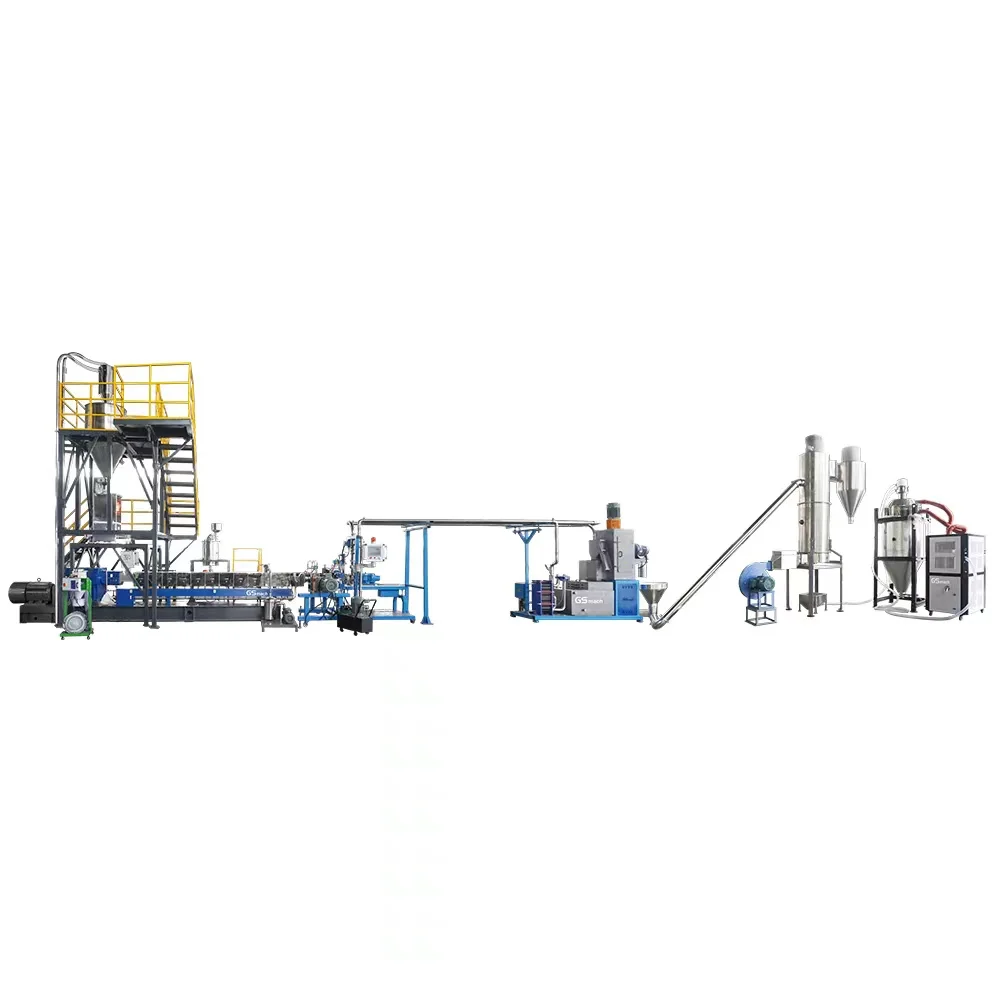
1) Kneader + Conical Force Feeding + Single Screw Extruder + Water Ring Pelletizing
Technical Specifications of Extruder:
| Type | Screw diameter (mm) | Kneader | Output(kg/h) |
| GS-100 | 100 | 35 | 200-300 |
| GS-120 | 120 | 55-75 | 400-600 |
| GS-150 | 150 | 110 | 800-1000 |
| GS-180 | 180 | 150 | 1000-1500 |
2) Mixer + Twin Screw Extruder + Water Ring Pelletizing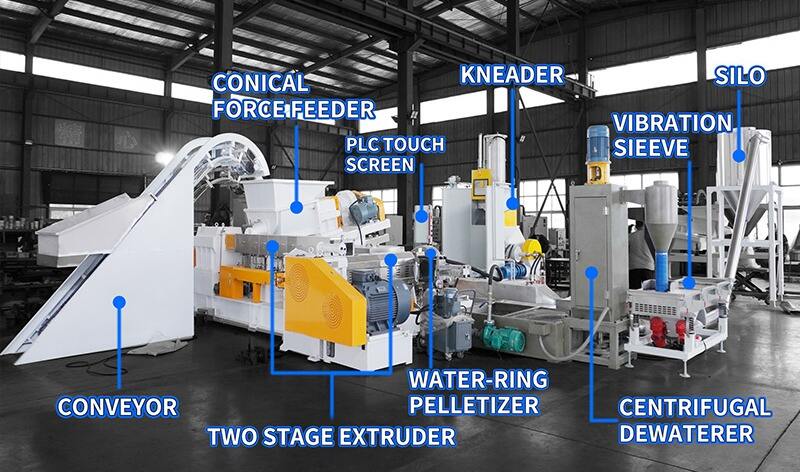
3) Loss-in-weight Feeding + Twin Screw Extruder + Water Ring Pelletizing
Crosslinkable PE (XLPE) Insulation Compounds
Polyethylene has been and still is used as a cable insulant, but, as a thermoplastic material, its applications are limited by thermal constraints. Crosslinking improves the elevated-temperature properties of the base polymer. The effect of the cross-linking is to inhibit the movement of molecules with respect to each other under the stimulation of heat and this gives the improved stability at elevated temperatures compared with the thermoplastic materials. This permits higher operating temperatures, both for normal loading and under short-circuit conditions, so that an XLPE cable has a higher current rating than its equivalent PVC counterpart. XLPE has one of the best water resistance and low permeability capacities and abilities.
Almost all cross-linkable polyethylene compounds (XLPE) for wire and cable applications are based on LDPE. XLPE-insulated cables have a rated maximum conductor temperature of 90 °C and an emergency rating up to 140 °C, depending on the standard used. They have a conductor short-circuit rating of 250 °C. XLPE has excellent dielectric properties, making it useful for medium voltage-10 to 50 kV AC, and high voltage cables-up to 380 kV AC-voltage, and several hundred kV DC.
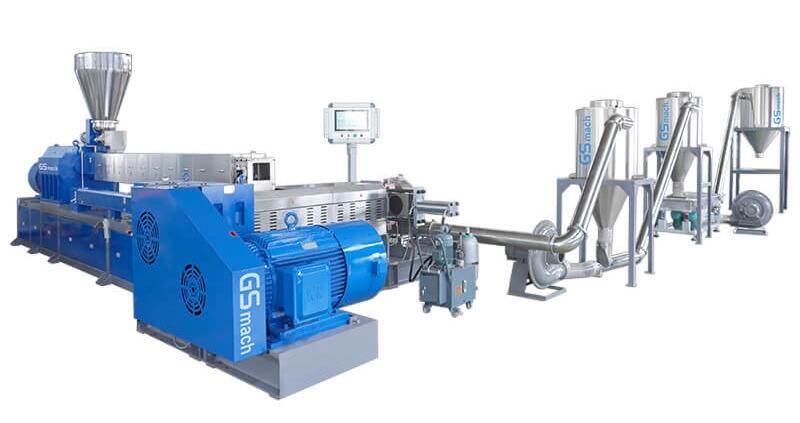
(XLPE 95 twin screw extruder underwater pelletizer system with Brabender brand loss-in-weight system)
There are two type XLPE:
Silane XLPE for 10kV cable
Peroxide XLPE for 35kV cable
Semiconductor Layer compatible with these two types of XLPE:
Silane semiconductor
Peroxide semiconductor
All kind of semiconductor compounds can be produced by the same machine.
Silane XLPE for 10kV Cable
1) Basic formula
A material: LLDPE/LDPE 98% + DCP 0.1% + Silane 1.5% + Anti-oxidant
B material: LLDPE/LDPE 95.5% + DBTL 4% + Anti-oxidant 0.5%
Mix 95% of A and 5% B material for the XLPE Cable extrusion
2) Process
① For A material: loss-in-weight feeding and High torque extruder with long L/D.
Need dryer and vacuum packing system.
② For B material: loss-in-weight feeding and Low torque extruder with 40 L/D.
Peroxide XLPE for 35kV Cable
1) Basic formula
LDPE + DCP+ Anti-oxidant
2) Process
Loss-in-weight feeding.
The melt temperature should be controlled very well to avoid the DCP reacting with polymer. So, two stage extruders are more suitable for this kind of compounding.
The cooling water for pelletizing system should be clean without any positive and negative ions
This needs a dryer and vacuum packing system.
Peroxide/Silane Semiconductor Compounds
1) Basic formula
PE/EVA + carbon powder + DCP + Anti-oxidant
2) Process
The same machine can be used for all types of semiconductors.
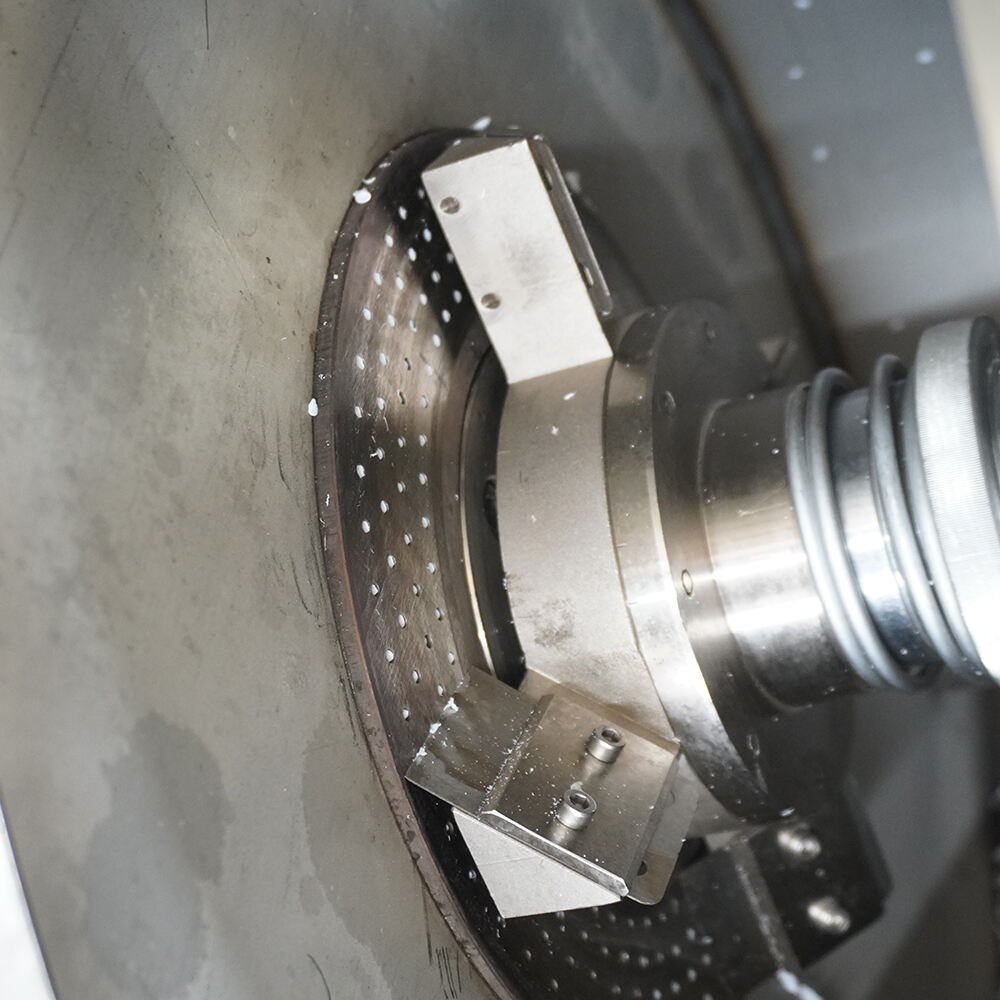
Kneader + conical force feeding +single screw extruder + air cooling die face pelletizing.
PVC Compounds for Cable
Polyvinyl chloride is the third-most widely produced synthetic plastic polymer, after polyethylene and polypropylene. It is produced by polymerization of the vinyl chloride monomer (VCM) .
PVC’s relatively low cost, biological and chemical resistance and workability have resulted in it being used for a wide variety of applications. Plasticized PVC is commonly used as insulation & sheathing on electrical cables.
Basic Formula:
PVC 60% + DOP 20% + Calcined Clay 10-20% + CaCO3 0-10% + Heating Stabilizer + Additives
Tandem Extruder for PVC Compounding:
The first stage is co-rotating parallel twin screw extruder for dispersion and distribution.
The second stage is single screw extruder for cooling and pelletizing.
Technical Specifications of Extruder:
| Type | Motor Power | Rotate Speed | Output(kg/h) |
| GS50-100 | 37-55/22-45 | 500-600/60-90 | 200-300 |
| GS65-150 | 55-75/45-55 | 500-600/60-90 | 400-500 |
| GS75-180 | 75-132/75-90 | 500-600/60-90 | 600-800 |
| GS95-200 | 250-315/90-132 | 400-500/60-90 | 1000-1500 |
Halogen Free Flame Retardant (HFFR)
Halogen free flame retardant (HFFR), low smoke zero halogen (LSOH), low smoke and fume (LSF) are all names associated with compounds that are used extensively in the cable insulation. These compounds are generally based on polyethylene or co-polymers of polyethylene with the addition of mineral fillers to impart flame retardant properties.
Basic Formula:
PE 10% + EVA 30% + ATH powder 55% + Additive 5%
Two Types of Process:
1) Kneader + Conical Force Feeding + Twin Screw Extruder + Single Screw Extruder + Air Cooling Die Face Pelletizing
Technical Specifications of Extruder:
2) Loss-in-weight Feeding + Triple Screw Extruder + Single Screw Extruder + Air Cooling Die Face Pelletizing
Technical Specifications of Extruder:
| Type | Kneader | Screw Dia(mm) | Output(kg/h) |
| GS50-100 | 55 | 50.5/100mm | 200-300 |
| GS65-150 | 75 | 62.4/150mm | 400-500 |
| GS75-180 | 110 | 71/180mm | 600-800 |
| GS95-200 | 150 | 93/200mm | 1000-1500 |
Technical Specifications of Extruder:(Triple Screw Extruder )
| Type | power | Screw Dia(mm) | Output(kg/h) |
| GS35 | 18.5-30 | 35mm | 50-150 |
| GS52 | 75-90 | 52mm | 250-800 |
| GS65 | 90-160 | 65mm | 500-1000 |
| GS75 | 132-250 | 75mm | 1000-1500 |
| GS95 | 200-315 | 95mm | 1500-2500 |
Copyright © Nanjing GSmach Equipment Co., Ltd All Rights Reserved - Privacy Policy