

GSmach bietet eine fortschrittliche Pelletierungslinie für alle Arten von Füllstoff-Masterbatches.
Wir entwerfen die Extruder für Füllstoff-Masterbatch entsprechend der Leistung.
Formel und endgültige Anwendung als Ihre Anfrage.
Füllstoff-Masterbatch sind Konzentrate aus CaCO3 oder Talk oder BaSO4 auf Polymerbasis.

Gibt es ein Problem? Bitte kontaktieren Sie uns, um Sie zu bedienen!
Anfrage
Inhaltsverzeichnis
Die Grundformel
| Basisharz | Füllstofftyp | Zusatzstoffe |
| PP | CaCO3 55-85 % | PE-Wachs |
| PE | Talk 25-60 % | Weißes Öl |
| PS | BaSO4 40~70 % | Antioxidans |
Anwendungen
FÜLLSTOFF-Masterbatches werden in den Bereichen Spritzguss, Blasformen, Folien (einschichtig oder mehrschichtig), Platten und Bändern verwendet. Sie bieten folgende Vorteile:
a) Spritzguss und Blasformen
Geringere Rohstoffkosten, da sie in der Regel wirtschaftlicher sind als Polymerharze
Erhöhte Leistung durch schnellere Formkühlung
Reduzierung des Farbmasterbatch-Bedarfs
Höhere Beständigkeit gegen Wärmeformbeständigkeit, höhere Steifigkeit und Steifigkeit
Verbesserte Dimensionsstabilität, Schweißbarkeit und Bedruckbarkeit
Die Zugaberate von FILLER-Masterbatches in Spritz- und Blasformanwendungen kann bis zu 50 % betragen, die üblichsten Werte liegen jedoch zwischen 5 und 30 %.
b) Folie, Laken, Säcke, Taschen, Bast
Geringere Rohstoffkosten, da sie in der Regel wirtschaftlicher sind als Polymerharze
Reduzierung des Farbmasterbatch-Bedarfs
Höhere Steifigkeit, papierähnlicher Effekt
Verbesserte Schweißbarkeit und Bedruckbarkeit
Verbesserte Antiblockiereigenschaften
Bessere Blasenstabilität
Die Zugaberate von FILLER-Masterbatches in Folienanwendungen beträgt 2–20 %.
c) PE- und PP-Bänder
Antifibrillation (auch bekannt als Anti-Splittung)
Geringere Rohstoffkosten, da sie in der Regel wirtschaftlicher sind als Polymerharze
Reduzierung des Farbmasterbatch-Bedarfs
Höhere Steifigkeit
Verbesserte Schweißbarkeit und Bedruckbarkeit
Verbesserte Antiblockiereigenschaften
Verbesserte Webfähigkeit
Einfachere Verarbeitung
Die übliche Zugaberate von FILLER-Masterbatches in Bändern beträgt 3-8 %.
d) HDPE- und PP-Rohre
Ersetzt teures weißes Masterbatch durch seinen hohen Weißgrad
Geringere Rohstoffkosten, da sie in der Regel wirtschaftlicher sind als Polymerharze
Höhere Steifigkeit
Glatte Rohre mit geringerem Reibungskoeffizienten, um ein Blockieren besser zu verhindern
Aufgrund seiner hervorragenden Kältebeständigkeit kann es bei niedrigen Temperaturen weniger spröde werden
Die übliche Zugaberate von FILLER-Masterbatches in Bändern beträgt 5-30 %.
Verarbeitung von Füllstoff-Masterbatch
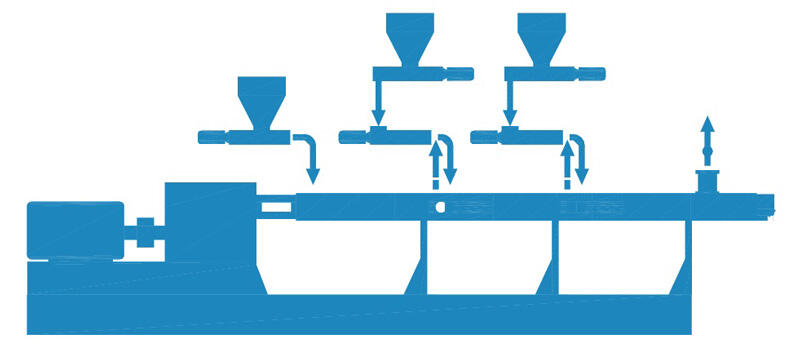
a) Fütterungssystem
Es gibt zwei Fütterungssysteme:
Volumetrisches Fütterungssystem
1. Das Rohmaterial gemäß der Rezeptur separat einwiegen
2. Geben Sie dann das gesamte Material für 5 bis 10 Minuten in einen Hochgeschwindigkeitsmischer
3.Entladen Sie das Material in den Spirallader
4. Laden des Materials in den Trichter des volumetrischen Dosierers
Differentialdosiersystem (automatisch und mit höherer Genauigkeit)
1. Geben Sie das Rohmaterial in jeden Tank auf dem Boden.
2. Der Vakuumlader befördert jede Komponente in das Lagersilo.
3. Das Rohmaterial fällt automatisch in den Differenzialdosierer. Das Fütterungssystem
führt das Material separat in den Extruder ein, entsprechend Ihrer Formeleinstellung im HMI.




(Loss-in-Weight-Fütterungssystem und Side Force Feeder)
b) Technische Spezifikationen des Extruders
Je nach Anwendung und Leistung gibt es viele verschiedene Möglichkeiten für Extruder.
Doppelschneckenextruder
| Typ | Schneckendurchmesser (mm) | Leistung (kW) | Menge (kg/h) |
| GS20 | 21.7 | 4 | 5 ~ 15 |
| GS25 | 26 | 11 | 5 ~ 55 |
| GS35 | 35.6 | 15 | 10 ~ 40 |
| GS50 | 50.5 | 55 | 120 ~ 200 |
| GS52 | 51.4 | 90 | 270 ~ 450 |
| GS65 | 62.4 | 90 | 255 ~ 400 |
| GS75 | 71 | 132 | 450 ~ 750 |
| GS95 | 93 | 315 | 950 ~ 1600 |
| GS135 | 133 | 750 | 2250 ~ 3750 |
Doppelschneckenextruder
| Typ | Schneckendurchmesser (mm) | Leistung (kW) | Schneckendrehzahl (U / min) | Leistung (kg/h) |
| GS36 | 36 | 18.5 30 | 400 600 | 50 150 |
| GS52 | 52 | 75 90 | 400 600 | 250 800 |
| GS65 | 65 | 90 160 | 400 600 | 500 1000 |
| GS75 | 75 | 132 250 | 400 600 | 1000 1500 |
| GS95 | 95 | 200 315 | 400 600 | 1500 2500 |
Kneter + Einschneckenextruder
| Modell | Kneter | Kneterleistung (KW) | Schraubendurchmesser | L/T | Ausgang |
| GSD100 | 35L | 55KW | 100 mm | 16-22: 1 | 100 ~ 200 kg / h |
| GSD120 | 55L | 75KW | 120 mm | 16-22: 1 | 200 ~ 300 kg / h |
| GSD120 | 75L | 110KW | 120 mm | 16-22: 1 | 300 ~ 500 kg / h |
| GSD150 | 110L | 160KW | 150 mm | 16-22: 1 | 600 ~ 800 kg / h |
| GSD180 | 150L | 220KW | 180 mm | 16-22: 1 | 800 ~ 1200 kg / h |
Kneter + Doppelschneckenextruder
| Modell | Hauptmaschine | Geschwindigkeit drehen | Leistung (kg/h) | |
| GS50 / 100 | GS50 Doppelschneckenextruder | 37 ~ 55 | 500 ~ 600 | 300 ~ 400 kg/h |
| GS100 Einschneckenextruder | 22 ~ 44 | 60 ~ 90 | ||
| GS65 / 150 | GS65 Doppelschneckenextruder | 55 ~ 75 | 500 ~ 600 | 400 ~ 600 kg/h |
| GS150 Einschneckenextruder | 45 ~ 55 | 60 ~ 90 | ||
| GS75 / 180 | GS75 Doppelschneckenextruder | 75 ~ 132 | 500 ~ 600 | 600 ~ 800 kg/h |
| GS180 Einschneckenextruder | 75 ~ 90 | 60 ~ 90 | ||
| GS95 / 200 | GS95 Doppelschneckenextruder | 250 ~ 315 | 400 ~ 500 | 1000 ~ 1500 kg/h |
| GS200 Einschneckenextruder | 90 ~ 132 | 60 ~ 90 |